
はんだ材料の選定で最も重要な「融点」の基礎から、SAC305と低温はんだの違い・使い分けまでを一覧表付きで解説します。
✅ 共晶点と固液共存の仕組み・なぜ融点が重要なのか
✅ 鉛フリーはんだ(SAC305)の融点と特性
✅ 低温はんだの融点一覧と用途別の使い分け
✅ 温度上昇が部品・基板に与えるリスクと対策の考え方
✅ 現場ではんだ合金を正しく選定するためのポイント
基礎知識:扱いやすい「共晶点」と「固液共存」

魔法の温度「共晶点(きょうしょうてん)」
かつての鉛入りはんだ(Sn63/Pb37)が優れていた理由は、「共晶組成」だったからです。 スズ単体(232℃)や鉛単体(327℃)よりも大幅に低い183℃という一点で、瞬時に液体化・固体化します。
ドロドロとした半溶融状態(ペースト状)がないため、冷却時に「スパッ」と固まります。
部品浮きやブリッジ不良が起きにくく、手はんだのリペア作業でも非常に重宝されました。
鉛フリー特有の「固液共存領域」
一方、多くの鉛フリーはんだは、溶け始めと溶け終わりに温度差があります。
この間の温度帯では、はんだはシャーベット状(固液共存)になっています。
現在のSMTでは、この「液相線」以上の温度を確実に確保しないと、「未溶融(冷えはんだ)」や接合不良の原因となります。
業界のデファクトスタンダード「SAC305」

現在、最も広く採用されているのが、JEITA(電子情報技術産業協会)が推奨するSAC305です。
| 項目 | 内容 |
| 合金組成 | Sn-3.0Ag-0.5Cu (錫96.5% / 銀3.0% / 銅0.5%) |
| 融点 | 固相線 217℃ / 液相線 220℃ (約3℃の温度幅あり) |
SAC305は完全な共晶組成(一点で溶ける)ではありません。
そのため固相線と液相線が一致せず、約3℃の溶融温度幅を持っています。
リフロー工程では、液相線である220℃を確実に超える温度まで加熱しなければ、
完全な液体にならず、濡れ広がり不足の原因となります。
注目の低温技術:千住金属「MILATERA」

「省エネ」や「熱対策」で注目されるSn-Bi(スズ・ビスマス)系の低温はんだ(例:千住金属工業「MILATERA」など)は、実は「共晶」に近い特性を持っています。
| 項目 | 内容 |
| 主な組成 | Sn-58Bi (LEOシリーズなど) |
| 融点 | 139℃~141℃ (共晶点は138℃) |
融点幅が極めて狭く、共晶はんだのように低温でキレの良い溶融・凝固をします。
リフローピーク温度を180~200℃に抑えられるため、
部品への熱ストレス低減、基板反りの抑制、CO2削減に貢献します。
その「マニアックな知識」が武器になる
はんだの融点や組成、熱引き(ヒートショック)まで考慮して実装条件を決められるエンジニアは、製造業界では希少な存在です。 もし今の職場でその専門性が評価されていないと感じるなら、一度市場価値を確かめてみてください。実装プロセスの知識がある人材は、好条件で迎えられます。
【重要】選定の分かれ道:強度のトレードオフ

MILATERAなどの低温はんだは、熱的には「扱いやすい共晶系」ですが、機械的特性には注意が必要です。
比較表:SAC305 vs MILATERA (Sn-Bi系)
| 特性 | SAC305 (標準) | MILATERA (Sn-Bi系) | 選定のポイント |
| 溶融挙動 | 固液共存あり (217-220℃) | 共晶に近い (キレが良い) | SAC305は220℃以上の確保が必須 |
| 硬さ・引張強度 | 50-60 MPa | 60-80 MPa | 低温はんだの方が「硬くて強い」 |
| 靭性(粘り) | 高い | 低い(脆い) | 落下衝撃等はSAC305が有利 |
| 熱疲労耐性 | 優れる | 注意が必要 | 温度変化が激しい環境はSAC305 |

はんだ合金組成・融点一覧表
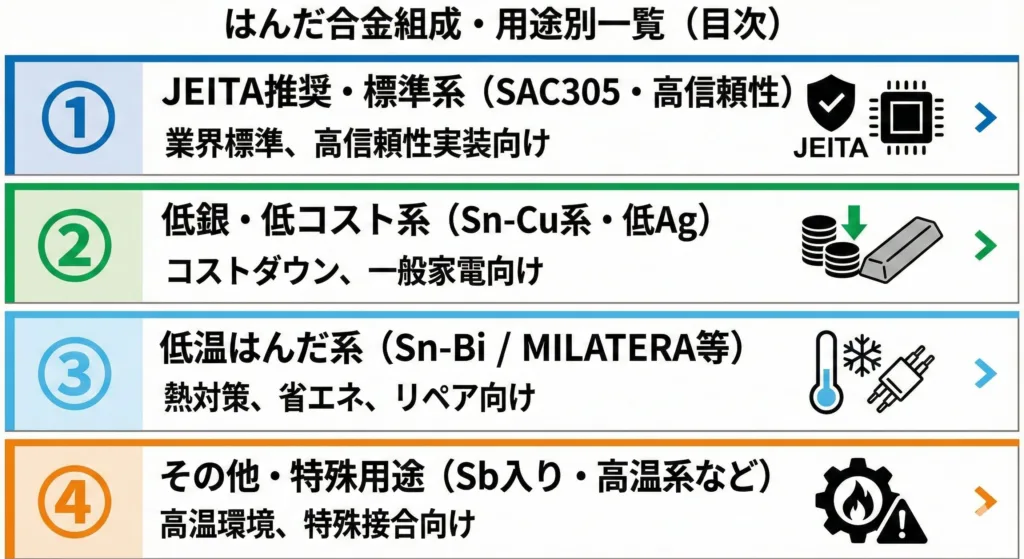
用途別に分類しました。ご自身の使用しているはんだの「液相線」を確認してみてください。
① JEITA推奨・標準系(SAC305・高信頼性)
| 合金組成(wt%) | 固相線(℃) | 液相線(℃) | 備考 |
| Sn-3.0Ag-0.5Cu | 217 | 220 | 業界標準 (SAC305) |
| Sn-Ag3.5-Cu0.75 | 218 | 219 | 共晶点に近い |
| Sn-3.5Ag | 221 | 221 | 共晶点 |
| Sn-3.9Ag-0.6Cu | 217 | 226 | 銀多め |
② 低銀・低コスト系(Sn-Cu系・低Ag)
銀を減らしコストダウン。融点が少し高く、濡れ性が落ちるため条件出しが重要。
| 合金組成(wt%) | 固相線(℃) | 液相線(℃) | 備考 |
| Sn-1.0Ag-0.5Cu | 217 | 227 | 低Ag (SAC105等) |
| Sn-0.3Ag-0.7Cu | 217 | 227 | 超低Ag |
| Sn99.3-Cu0.7 | 227 | 228 | 銀なし (Sn-Cu) |
| Sn-0.75Cu | 227 | 229 | 銀なし |
③ 低温はんだ系(Sn-Bi / MILATERA等)
150℃以下の低温実装が可能。
| 合金組成(wt%) | 固相線(℃) | 液相線(℃) | 特徴 |
| Sn-58Bi | 139 | 141 | MILATERA L20等 (標準) |
| Sn42-Bi58 | 139 | 139 | 共晶低温 |
| Sn91-Zn9 | 198 | 198 | 亜鉛系 |
④ その他・特殊用途(Sb入り・高温系など)
| 合金組成(wt%) | 固相線(℃) | 液相線(℃) |
| Sn-5.0Sb | 238 | 242 |
| Sn-10Sb | 246 | 258 |
| Sn-0.3Bi-0.7Cu-P | 226 | 229 |
| Sn-0.7Cu-Ni-P | 226 | 229 |
「なんとなく」の温度設定から卒業する
融点や合金の特性を正しく理解していないと、いつまでたっても「原因不明の不良」はなくなりません。 JTEXの通信講座(金属材料・品質管理コース)なら、合金の基礎から体系的に学べるため、トラブル発生時に「なぜ割れたのか」を論理的に説明できるようになります。
[👉 現場で役立つ技術講座一覧]
結論:SAC305と低温はんだ、どう使い分ける?

はんだ材の選定は、「JEITA標準のSAC305」を基準(ベース)にしつつ、熱に弱い部品や省エネが必要な箇所には、特性(硬さと脆さ)を理解した上で「MILATERA等の低温はんだ」を活用するという使い分けが重要です。
昔の共晶はんだの「扱いやすさ」を低温はんだで再現しつつ、最新の技術で信頼性を確保する。 ぜひ、お手持ちのメーカー仕様書(TDS)とこの表を照らし合わせ、最適なプロファイル設定にお役立てください。

関連記事












コメント