
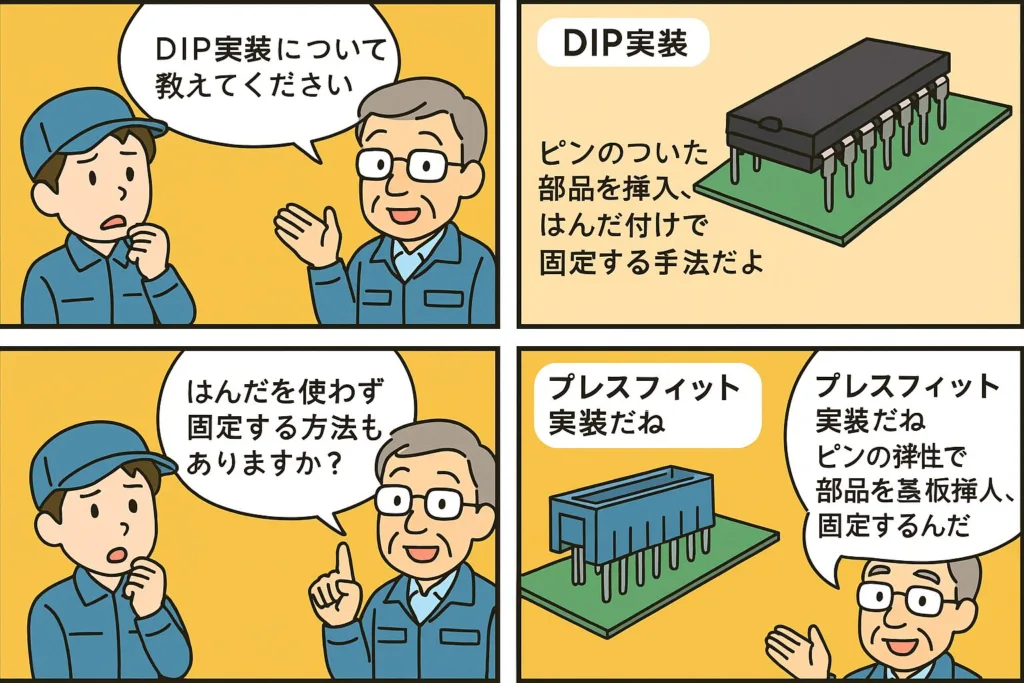
プリント基板実装には「SMT(表面実装)」と「DIP(挿入部品実装)」の2つの大きな工程があります。
さらに、近年注目されているのがはんだを使わない「プレスフィット(Press-fit)」技術です。
この記事では、DIPはんだ付けの流れやポイント、プレスフィットとの違い、外観検査、自動化装置、基板設計、人材育成まで、現場で役立つ知識を体系的にまとめています。
結論:DIPとプレスフィットを理解すれば「はんだ付け工程の全体像」がつかめる
プリント基板実装の現場では、SMT(表面実装)とDIP(挿入実装)が製品品質を支える二本柱です。
さらに近年は、はんだを使わないプレスフィット(Press-fit)が欧州や自動車産業で主流化しています。
これらの工法を理解することで、製造工程・品質・コスト・環境対応のすべてを最適化できるようになります。
悩みに答え
- DIPとSMTの違いがいまいち分からない
- フローはんだ付けやプリヒートの意味を現場で説明できない
- プレスフィットは何が優れていて、どんな検査が必要なのか知りたい
- DIP工程の自動化やセレクティブはんだ付けをどう使い分けるべきか迷っている
この記事でできること
DIP工程とプレスフィットの仕組みを、初心者でも理解できるよう順を追って解説します。
具体的には以下の内容を得られます。
- そして、自動化・設計・人材育成まで含めた工場全体の品質向上策
- SMT後に行われるDIPはんだ付け工程の全体像と各ステップの意味
- フロー・セレクティブはんだ付けの温度管理とメンテナンスのコツ
- プレスフィットの特徴・検査ポイント・欧州での普及理由
DIP(挿入部品)が使われる場所
が使われる場所-1024x683.webp)
DIPは「基板のスルーホールに部品の足を通して、裏側で固定する」実装方式です。
次のような“抜けてほしくない・負荷がかかる”場所で多用されます。
- PCマザーボード
- USBポート
- 画面出力コネクタ(HDMI/DPなど)
- マウス・キーボード用コネクタ
- HDD/SSDコネクタ
- メモリー(DIMM)コネクタ
- PCI拡張コネクタ
- 家電の電源・制御部
- 産業機器の外部I/Oコネクタ
- 自動車・車載機器で振動のかかる接続部
DIPのメリットとデメリット
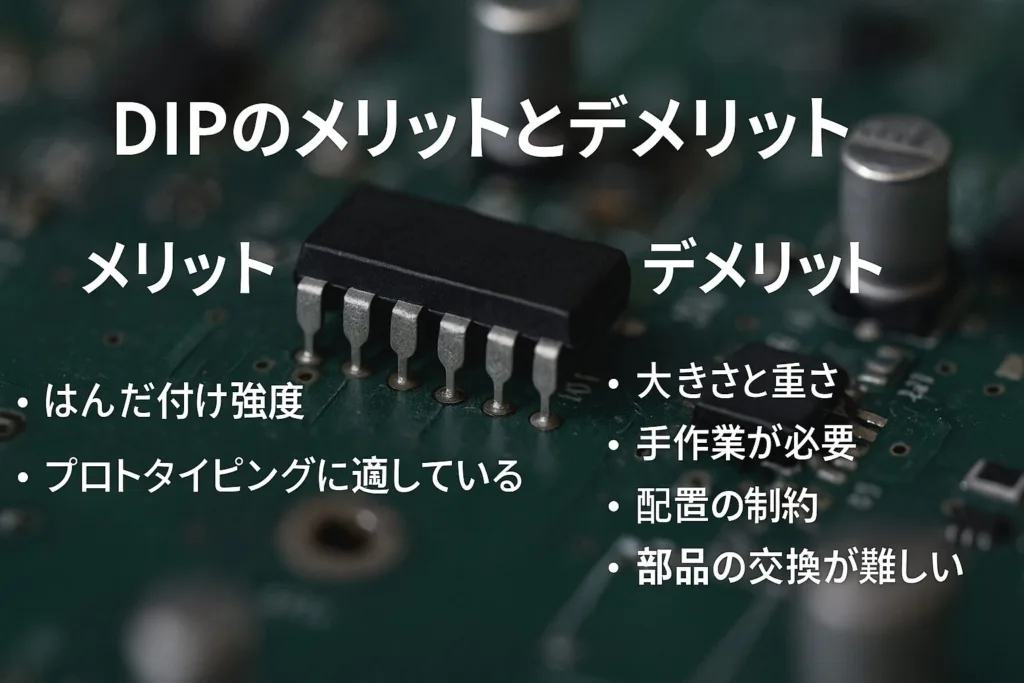
DIP(Dual In-line Package)は、現在でも多くの産業機器や車載製品で採用されている信頼性の高い実装方式です。
SMT(表面実装)が主流になった今でも、電流が大きい部品・機械的強度が必要な部品には欠かせません。
工数・スペース・コストといった点ではSMTに劣る部分もあります。
DIPの長所と短所を整理し、「どんな場面でDIPを使うべきか」を理解できるように解説します。
メリット
- はんだ付け強度が高い
スルーホールがはんだで満たされるので、機械的なストレス・振動に強い。車載や大型コネクタで有利。 - プロトタイピングに向く
ソケットやブレッドボードにつなぎやすく、回路の試作・改造がやりやすい。 - 手作業でもできる
工具がシンプルで、少量生産や電子工作の入門に向いている。
デメリット
- 大きく・重い
SMTより体積をとるので、小型化・薄型化には不利。 - 手作業が発生しやすい
挿入や後処理で人が触ることが多く、量産性はSMTより落ちやすい。 - 配置の自由度が低い
基板の片面に並ぶことが多く、裏側にも載せると工数が増える。 - 交換しにくい
いったんはんだ付けしてしまうと取り外しが大変。USB・LAN・DIMMなどは修理がほぼ職人仕事になる。
なので、「強度がいる・接続信頼性がいる・でもそんなに点数は多くない」ようなところが一番おいしい使い方です。
実装ラインの全体像(SMT → DIP)
-1024x683.webp)
プリント基板の製造ラインは、SMT(表面実装)→ DIP(挿入実装)→ 検査・組立という流れで構成されています。
SMTが「自動でチップ部品を高速実装する工程」なのに対し、DIPは「コネクタや大型部品など、機械的強度が必要な部分を補う工程」です。
SMTとDIPのつながりを理解し、製造全体を俯瞰するための流れを紹介します。
「どこで不良が出やすいのか」「どの工程を自動化すべきか」といった改善のヒントが見えてきます。
実際の工場での流れはこうです。
- SMT工程(印刷→実装→リフロー)
- DIP工程
- 部品挿入(手挿し/自動挿入機)
- フラックス塗布
- プリヒート
- フローはんだ付け or セレクティブはんだ付け
- AOI(自動外観検査)
- 目視外観検査
DIPはんだ付け工程の基本ステップ

DIPの典型的な流れは次のとおりです。
・挿入部品を基板のスルーホールに差し込みます。・コネクタの浮き・極性・向き・ピン抜けがないかここで決めておくと、後工程がラクになります。
・はんだが流れやすくなるように、接合部にフラックスを塗ります。
・塗りすぎても足りなくても不良になるので、量と位置がポイントです。
・基板と部品をあらかじめ温めておき、フラックスを活性化させます。
・ここが弱いと、熱逃げなどで濡れが悪くなります。
・溶けたはんだの“波”に基板を通すか、必要なところだけノズルで加熱してはんだ付けします。
・スルーホールの中まではんだがしっかり入っているか、ブリッジしていないかがポイントです。
・カメラで自動検査して、はんだ量・部品の有無・位置ズレなどをチェックします。
・自動機で検出した箇所を人の目で最終確認します。
部品挿入のポイント
- 挿入穴がゆるい部品もあれば、返しがついていて一度入れると抜けにくい部品もある
- USB・LAN・DIMMコネクタのようにピン数が多く部品返しがあるものは修理が非常に大変
- SMTは自動化されていても、DIP部分が人手だとそこでタマリが出る
- 最近はFUJI・Panasonic・JUKIなどが異形部品対応の自動挿入機を出し始めているので、ロボット+セレクティブで完全自動化を狙う工場も出てきています(例:FUJIのsFABやSW-BAなど)
フラックス塗布
- 役割:金属表面の酸化膜を取り除き、はんだが濡れやすいようにする
- 少なすぎ:酸化が取れず濡れ不良
- 多すぎ:はんだの流れを逆に邪魔、ブリッジやピンホール、汚れの原因
- 後段のプリヒートで活性化する前提なので、使うフラックスの仕様温度を必ず確認
プリヒート(余熱)
- 部品・基板を100〜150℃あたりまで温める
- フラックスを活性化させる
- 波はんだに入ったときに熱ショックで不良が出るのを防ぐ
- フラックスの種類によって適温が違うので、“フラックスに温度を合わせる”のが正解
フローはんだ付け
- 溶融はんだの“波”(噴流)の上を基板が通過する
- 1次噴流で穴の中・SMT周辺にもしっかりはんだを供給
- 2次噴流で本はんだ付けをし、フィレットを整える
- 波の高さ・はんだ温度・搬送速度・プリヒートがかみ合わないと
- ブリッジ
- 未はんだ
- 部品浮き
が出やすくなる
フローはんだ槽のメンテナンス
- はんだの補充・成分管理(XRFで分析する工場もある)
- 噴流の状態確認と調整
- 槽内の清掃・スラグ除去
- 安全対策
→ ここをサボると一気に検査工数が増え、歩留まりが下がります。
セレクティブはんだ付け(最近の主流)
- SMTとスルーホールが混在している基板に最適
- 必要なピンだけをピンポイントで加熱・はんだ付けできる
- 熱に弱い部品を守れる
- プログラム化しやすく、自動化しやすい
- そのぶん装置価格と段取りの知識が必要
手はんだでやる場合の基本手順とコツ
量産ラインだけでなく、試作やリワークでは“手はんだDIP”もまだまだ現役です。
基本の流れを表にしておきます。
手順(基礎)
| ステップ | 内容 |
|---|---|
| 部品の準備 | 基板にDIP部品をセットし、ピン位置・極性・挿入深さを確認する |
| フラックス塗布 | 接点にフラックスを塗って、はんだの流れを助ける |
| プリヒート(あれば) | 必要に応じて部品・基板を温めておくとぬれが安定する |
| はんだ付け | はんだごてとやに入りはんだを同時に当て、部品とパッド両方に熱を伝えて溶かす |
コツ
| コツ | 詳細 |
|---|---|
| 高品質のはんだ・フラックスを使う | 仕上がりと再現性が良くなる |
| はんだごて温度を適正に | 熱が足りないと濡れない、熱すぎると部品を痛める |
| コテ先を常にきれいに | 酸化したコテ先でははんだが乗らない |
| はんだ付けの順序 | 小さい→大きい、低い→高い部品の順にすると作業性が上がる |
| 練習する | 結局は手の感覚。初心者は廃基板で練習するのが一番早い |
DIPはんだ付けの注意点・リスク

- 高温のはんだごて・溶融はんだによるやけど
- はんだ煙による健康リスク → 局所排気やダクトを設置
- 基板・部品の熱ダメージ → 当てる時間を短く、必要ならプリヒート
- 大型コネクタ(USB・LAN・DIMM)は一度実装すると外しにくいので、前工程で極性・向き・型番をしっかり確認
はんだを使わない「プレスフィット(Press-fit)」実装
」実装-1024x683.webp)
ここからは追加で入れていただいたプレスフィットの話です。
プレスフィットは、バネ性を持つピンをスルーホールに圧入して、はんだなしで電気・機械接続をつくる方法です。
特徴
- 無はんだ接続:熱をかけないので、リフロー済み基板や熱に弱い部品にも使える
- 環境対応:鉛フリー・WEEE・RoHSでのリサイクル性向上に有利
- 高信頼性:バネ力で押さえるので振動・衝撃に強く、自動車・産機・サーバーで多用
- 工程簡略化:フラックス・プリヒート・はんだ槽が不要になる分、工程がスリムになる
欧州で普及した背景
- 環境規制(WEEE、RoHS)が早くから厳しかった
- 車載で「熱をかけずに、でも強く」が求められた
- リサイクル時にはんだが少ないほうが都合が良い
実装上の注意点
- 圧入には専用プレス・専用治具が必要(他の工程とは別ラインにすることも多い)
- ホール径・めっき厚とピン形状の公差マッチングが命
- 導入時は必ず挿入力・保持力・耐振動・耐湿・温度サイクルなどの信頼性評価をやる
これからは「プレスフィット」を扱える人が強い
記事でも解説した通り、欧州や車載業界ではプレスフィットが主流になりつつあります。 今のうちにこの技術に関われる現場へ転職すれば、あなたのエンジニアとしての市場価値は一気に高まります。 「未経験OK」でも、最新技術に触れられる車載系・半導体系の求人は狙い目です。
プレスフィットの外観検査ポイント
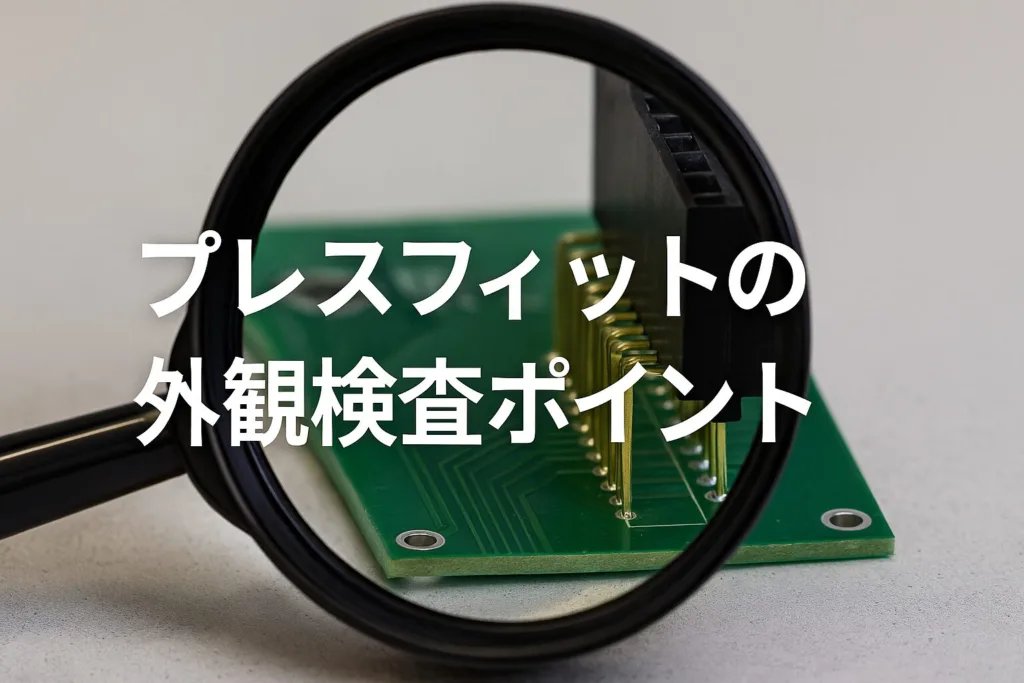
プレスフィットは「熱をかけない代わりに、圧入状態がすべて」なので、外観検査がとても重要です。
- ピンの座屈・曲がりがないか
- 規定の位置までまっすぐ挿入されているか(挿入深さ・露出高さのばらつき)
- ピン折れ・欠落がないか(多ピンコネクタでは必須)
- 圧入による打痕・傷・変色がないか
- 厚基板・混載基板でもきちんと圧入できているか
DIPとプレスフィットの比較
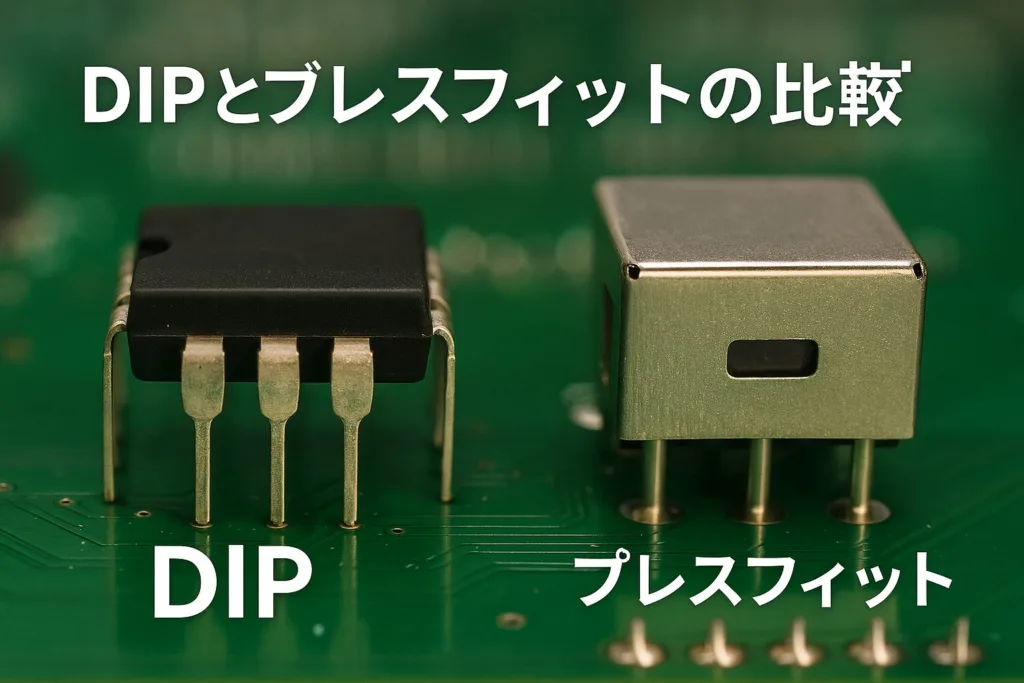
| 項目 | DIP(はんだ) | プレスフィット |
|---|---|---|
| 工程 | 挿入→フラックス→余熱→はんだ→検査 | 圧入→検査 |
| 熱影響 | あり(はんだ槽・セレクティブ) | なし |
| 強度 | はんだ充填で高い | バネ性で高い、振動に強い |
| 設備 | フロー・セレクティブ・はんだ槽のメンテが要る | プレス機・治具が要る |
| 環境対応 | 鉛フリー対応でやや複雑 | 有利 |
| 向く分野 | 家電・汎用・多品種 | 自動車・産機・サーバー・欧州向け |
自動化とDIP実装機のいま

- FUJIのsFABシリーズ、SW-BAのように異形部品・ばら部品を自動で挿せる装置が増えてきた
- Panasonic、JUKIなど国内メーカも挿入工程の自動化機を少しずつ出している
- 価格は1,000~1,500万円クラスもあるが、セレクティブはんだ付け機とつなぐと“完全自動ライン”にできる
- 工場の製品構成(大ロットか・小ロット多品種か)で最適な導入パターンは変わる
「設備」を見れば、その会社の未来がわかります
あなたの現場は、いまだに全て手作業に頼っていませんか? 最新の「セレクティブはんだ付け装置」や「自動挿入機」を導入している企業は、それだけ利益が出ていて、従業員の負担軽減に投資できる体力がある証拠です。
「もっと楽に、効率よく働ける現場」は必ずあります。今の環境に疑問を感じたら、一度他社の求人を覗いてみてください。
温度プロファイルの考え方(フローはんだ)
-1024x683.webp)
DIPでもSMTと同じく、温度プロファイルが品質を左右する重要要素です。
加熱・噴流・冷却のすべてが適切でなければ、スルーホールの濡れ不良やブリッジが発生しやすくなります。
各工程のポイント
- プリヒート(余熱)
- 約100〜150℃で部品と基板を均一に温め、フラックスを活性化します。
- 温度が低いと濡れが悪化し、高すぎるとフラックスが先に揮発してしまうため、設定温度と時間のバランスが重要です。
- はんだ噴流接触(メイン加熱)
- 鉛フリーでは約250℃前後まで上がり、ここでスルーホール内部までしっかりはんだを回します。
- 噴流の高さ・流速・接触時間をコントロールすることで、未はんだやブリッジの発生を防ぎます。
- はんだ噴流の安定性は品質に直結するため、日々の**噴流状態確認とドロス清掃(酸化物除去)**が欠かせません。
ドロスが溜まると流れが乱れ、噴流の形状・温度分布が変化して不良要因となります。
- 冷却
- はんだを自然または送風で冷却し、フィレット形状を安定化させます。
- 急冷しすぎるとクラックが発生する場合があるため、徐冷を意識することがポイントです。
- 温度プロファイル
- 噴流のコントロール
- ドロス(酸化物)の除去と槽メンテナンス
設計・人材育成が最後の決め手
基板実装の品質は、装置性能や工程条件だけでは決まりません。
最終的な差を生むのは「基板アートワーク設計の作り込み」と「人を育てる力」です。
現場での改善を設計へフィードバックし、ノウハウを次世代へ継承できる仕組みを持つ工場こそ、長く安定した品質を維持できます。
基板アートワーク設計と人材育成が実装品質を左右する理由と、現場ができる具体的な取り組みを紹介します。
基板アートワーク設計の重要性
- ホール径・ランド径・部品周辺の空きが悪いと、DIPもプレスフィットも途端にやりにくくなる
- SMTとDIPが同居する基板は特に“治具の逃げ”を考えておく
- 製造側のフィードバックを設計に戻すループを作ると、次の製品から一気に安定する
- 設計も製造も同じ会社内にあると、これがすごくやりやすい
はんだ付け人材の育成
- はんだ槽メンテや手はんだは“職人スキル”化しやすく、属人化すると急に品質が落ちる
- 社内検定・スキルマップ・報奨金などでノウハウを若手に渡すと強い
- 不良解析・BGA交換・リワークなども結局“はんだが分かる人”がやることになる
- 外注に出すとコストが高く、納期も伸びる → 内製できるようにしておくと工場が安定する

「見て覚えろ」はもう通用しません
若手や新人に、はんだ付けの理屈を一から教えるのは大変な労力です。 基礎教育はプロの教材に任せてみませんか? JTEXの通信講座なら、DIPや実装の基礎を体系的に学べるため、指導の手間が省ける上に、チーム全体のスキルが底上げされます。
まとめ 品質と人材が工場を強くする
実装技術の進化は、設備や材料だけでなく、人の手と知恵によって支えられています。DIPやプレスフィットといった実装手法の奥には、確かな技能と改善を積み重ねる“現場力”があります。最終的に工場を強くするのは、品質を守る人と、それを育てる仕組みです。
- 基板実装ラインは SMT → DIP が基本
- DIPは「強度がいる・大きい・コネクタ類」に今でも必須の工法
- 流れは 挿入 → フラックス → プリヒート → フロー/セレクティブ → 検査
- 手はんだなら「温度・コテ先清掃・順番」がコツ
- はんだを使わないプレスフィットは欧州・車載・産機で主流になりつつある
- プレスフィットでは座屈・挿入深さ・ピン欠落の外観検査が超重要で、IPC-A-610などの規格でOK/NGを決める
- DIPもプレスフィットも、設計と人材育成をサボると一気に品質が落ちる
- だからこそ、「工程を理解している現場」と「それを描ける設計」が同じ会社にあると最強







コメント