
基板実装や電子工作の品質を左右する要因のひとつが「クリームはんだ」。
見た目はただの灰色のペーストですが、その扱い方ひとつで歩留まりも信頼性も大きく変わります。
SMT実装の現場では、「印刷が8割」と言われるほど、はんだ印刷の出来が製品品質に直結します。
しかし実際には、次のような悩みが多く聞かれます。
- SAC305など同じ成分でも、メーカーによって濡れ性や残渣が違う
- リードレス部品のボディ下にボールが発生してしまう
- 鉛フリー化でリフロー温度が高くなり、部品が熱ダメージを受ける
- AOI(外観検査機)で誤判定が多発し、再検査が増えてしまう
- 保存や撹拌ルールが人によってバラバラで品質の安定が難しい
この記事では、そうした現場の課題を解決するために、
クリームはんだの基本構造から、保存・印刷・リフロー・評価・AOI適合までを体系的に解説します。
💡この記事でわかること
- クリームはんだの構造(はんだ粉+フラックス)と役割
- SAC305・SnPb・SnBiなどの種類と使い分け方
- 鉛フリーと共晶の温度条件と信頼性の違い
- 保存・印刷・リフロー・安全管理などの実務ノウハウ
- リードレス部品でのはんだボール対策
- AOI(外観検査機)での誤判定を減らす設定方法
- メーカーごとのフラックス特性と相性評価のポイント
🎯 結論:はんだを制する者が、品質を制す。
クリームはんだは、単なる材料ではなく「工程の起点」。
適切な選定・管理・印刷条件を理解することで、
現場品質は確実に安定し、再検査や手直しを減らすことができます。
クリームはんだとは何か

クリームはんだとは、はんだ粉末とフラックスを混合したペースト状のはんだ材料です。
電子部品をプリント基板上に固定するために使用され、
塗布や印刷がしやすく、均一なはんだ付けを可能にします。
代表的な組成は「SAC305(Sn96.5Ag3.0Cu0.5)」などの鉛フリー合金です。
スマートフォン、PC、自動車周辺機器基板など、さまざまな電子製品に使われています。
鉛フリーと共晶(有鉛)はんだの違い

| 項目 | 有鉛クリームはんだ | 鉛フリークリームはんだ |
|---|---|---|
| 主成分 | Sn/Pb | Sn/Ag/Cu(SAC305)など |
| 融点 | 約183℃ | 約217~219℃ |
| 特徴 | 濡れ性が良く作業しやすい | 環境負荷が低くRoHS対応 |
| デメリット | 環境面で使用制限あり | 高温条件が必要、部品への熱影響あり |
クリームはんだの使用条件と管理ポイント

| 管理項目 | 内容 | 注意点・ポイント |
|---|---|---|
| 🌡 温度・湿度の管理 | ・高温環境ではフラックスが揮発しやすく、濡れ不良の原因になる・湿度が高いと吸湿し、ボイドやスパッタのリスク増加 | ・保管温度:5〜10℃・湿度:50%以下 |
| 🧴 撹拌・使用前準備 | ・使用前に2〜3時間室温に戻す・冷たいまま印刷すると粘度ムラや印刷ムラが発生 | ・自動撹拌機の使用で安定した印刷が可能 |
| 🧊 保存方法 | ・専用冷蔵庫で管理 ・開封後は1か月以内に使い切り | ・出し入れ時の結露防止も重要 |
📘 補足アドバイス
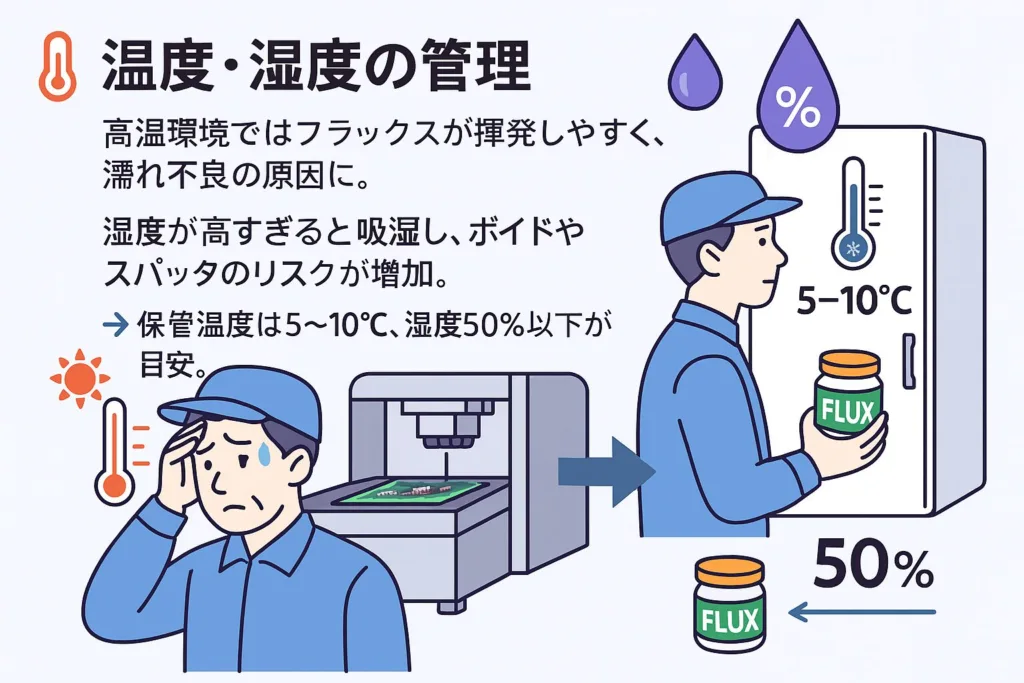
🌡 温度・湿度の管理
- 高温環境ではフラックスが揮発しやすく、濡れ不良の原因に。
- 湿度が高すぎると吸湿し、ボイドやスパッタのリスクが増加。
👉 保管温度は5〜10℃、湿度50%以下が目安。
🧴 撹拌・使用前準備
- 使用前は室温に2〜3時間戻してから撹拌。
- 冷たいまま印刷すると、粘度ムラ・印刷ムラが発生しやすい。
- 自動撹拌機を使うと安定した印刷が可能。
🧊 保存方法
- 専用冷蔵庫で管理し、食品用とは完全に分ける。
- 開封後は1か月以内の使い切りを推奨。
「環境」が悪い現場で消耗していませんか?
記事で解説した通り、クリームはんだの品質は温度・湿度管理で決まります。 もしあなたの現場が「空調が効かない」「冷蔵庫すらない」という状況なら、それはエンジニアの努力ではどうにもなりません。
最新のクリーンルームや設備が整った工場なら、無駄な不良対策に追われることなく、本来の技術業務に専念できます。
[👉 設備投資の進んだ優良メーカーの求人を見る]

はんだボール発生とリードレス部品の課題
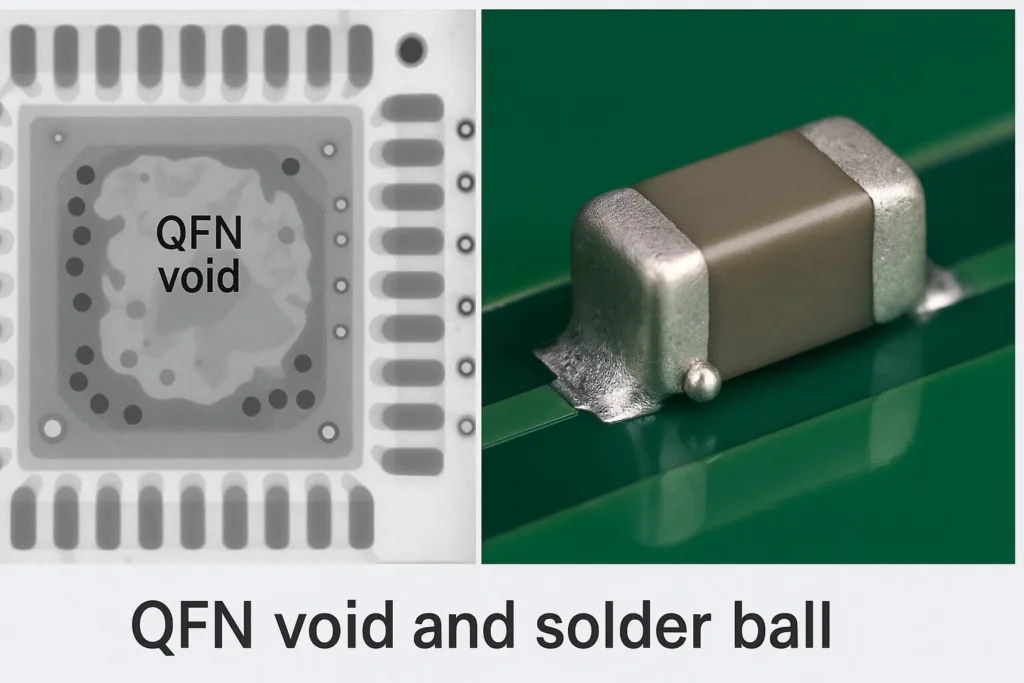
近年、リードレス部品(QFN・DFNなど)の採用増加に伴い、
ボディ下(メタルパッド下)でのはんだボール発生が問題になるケースが増えています。
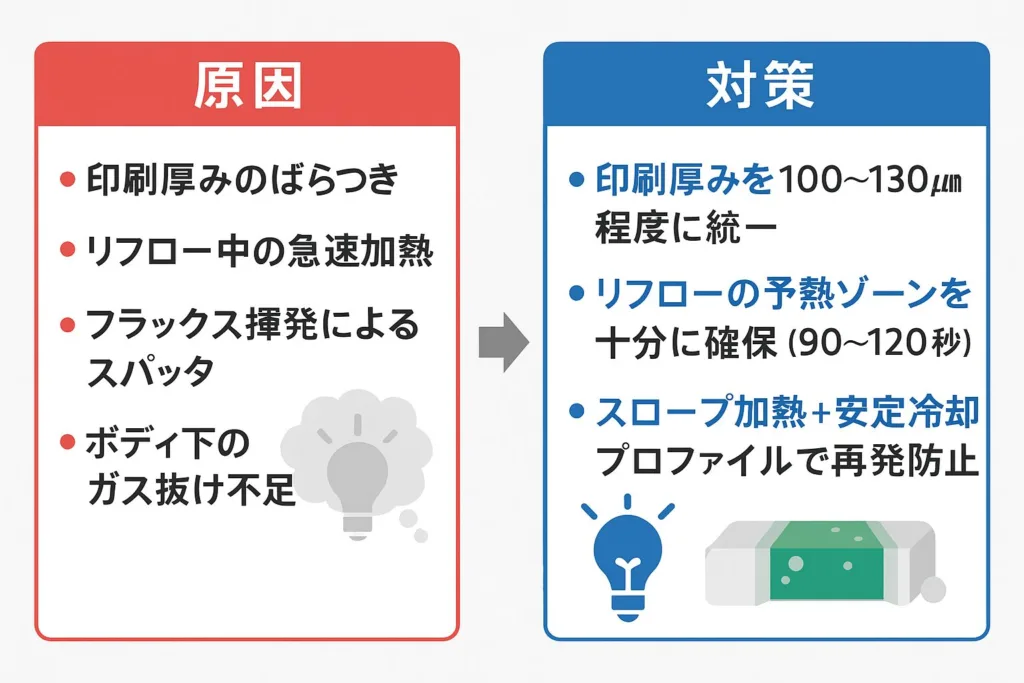
原因の多くは以下の通り
・印刷厚みのばらつき
・リフロー中の急速加熱
・フラックス揮発によるスパッタ
・ボディ下のガス抜け不足
👉 対策としては
フラックス特性と相性評価の重要性
クリームはんだの性能を決めるのは、はんだ粉末とフラックスの組み合わせです。
一見同じSAC305でも、メーカーや型式によって品質・特性が大きく異なります。
🧪 フラックスの役割とノウハウ

フラックスは単なる接着剤ではありません。
酸化膜を除去し、濡れを促進し、リフロー中の表面張力を制御する化学素材です。
そして、このフラックスこそがメーカー独自のノウハウが凝縮された核心部分です。
- 活性剤(有機酸・ハロゲンフリーなど)の配合比率
- 溶剤の揮発性や残渣の透明度
- 粘度安定剤・チキソトロピー剤の種類
- 乾燥耐性・印刷抜け性・リフロー後の外観
これらの違いが、最終的には濡れ性・ボイド率・残渣性・AOI判定結果に影響します。
💡 ポイント:
「同じSAC305」でも、フラックスが違えば別物。
メーカーが何年もかけて最適化した化学設計が、クリームはんだの品質を決めています。
「なんとなく」の選定から卒業するために
フラックスの化学作用や金属特性を深く理解するには、体系的な学習が必要です。 JTEXの通信講座(品質管理・金属材料など)で基礎を固めれば、材料メーカーと対等に議論し、論理的に材料を選定できる「強いエンジニア」になれます。
🔩 はんだ粉末の組成と粒径指定
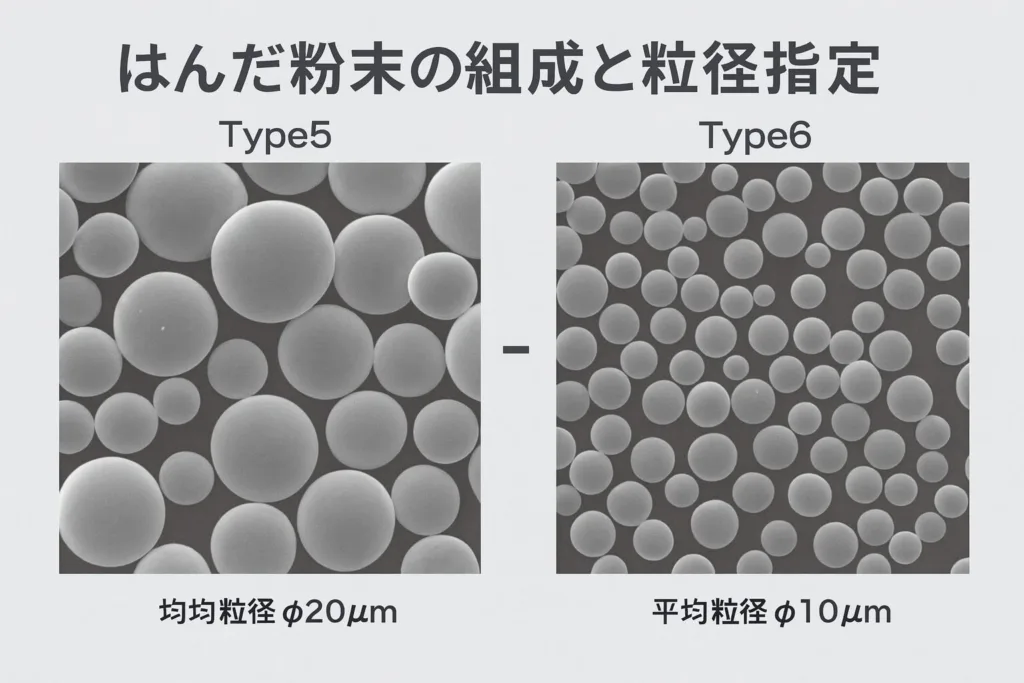
一方、はんだ粉末はユーザー側で組成や粒径(メッシュサイズ)を指定可能です。
| 用途 | 推奨粒径 | 備考 |
|---|---|---|
| 一般SMT | Type3(25〜45µm) | 標準的な印刷用途 |
| 微小チップ(0402以下) | Type4(20〜38µm) | 均一印刷・高精度 |
| CSP・BGA・微細ピッチ | Type5(15〜25µm) | 高密度実装向け |
⚙️ 現場での評価と選定の流れ
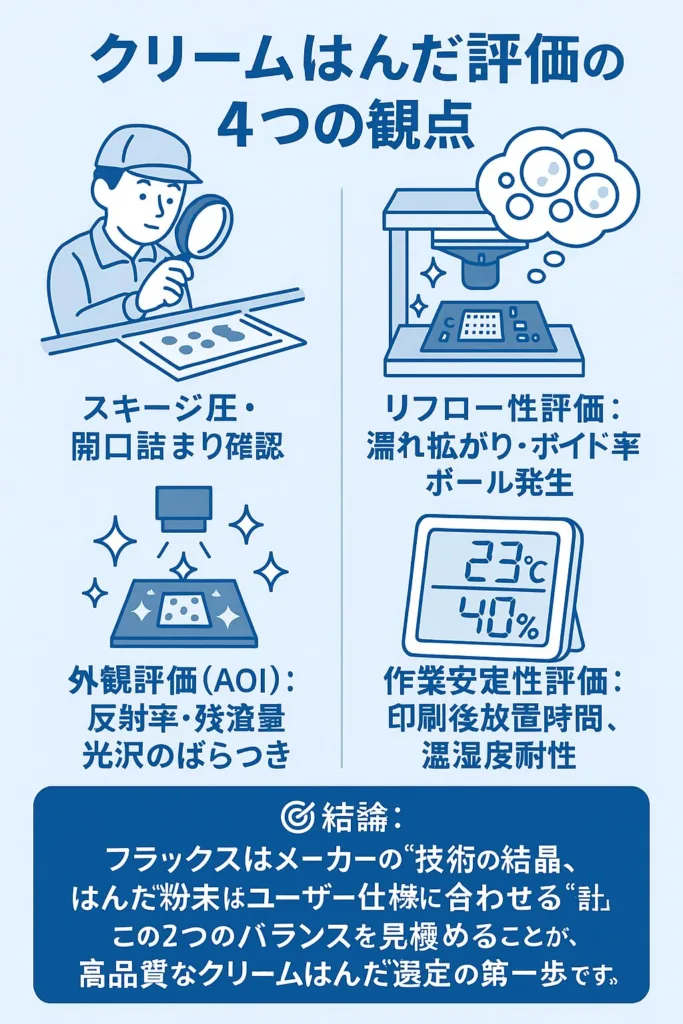
- 印刷性評価:抜け性・スキージ圧・開口詰まり確認
- リフロー性評価:濡れ広がり・ボイド率・ボール発生
- 外観評価(AOI):反射率・残渣量・光沢のばらつき
- 作業安定性評価:印刷後放置時間、温湿度耐性
🎯 結論:
フラックスはメーカーの“技術の結晶”、
はんだ粉末はユーザー仕様に合わせる“設計要素”。
この2つのバランスを見極めることが、
高品質なクリームはんだ選定の第一歩です。

AOI(外観検査機)との相性にも注意
SAC305など同じ合金系でも、メーカーや型式によって濡れ性・残渣・反射率が異なります。
この違いがAOIの良否判定に影響します。
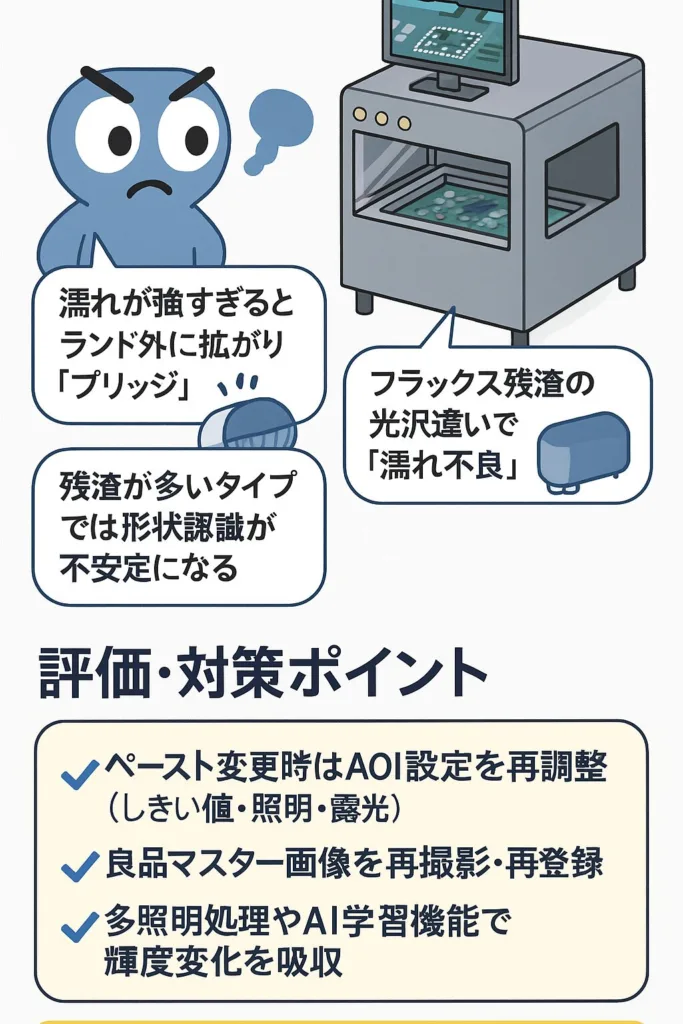
なぜ判定が変わるのか
- 濡れが強すぎるとランド外に広がり「ブリッジ疑い」
- フラックス残渣の光沢違いで「濡れ不良」誤判定
- 残渣が多いタイプでは形状認識が不安定になる
評価・対策ポイント
- ペースト変更時はAOI設定を再調整(閾値・照明・露光)
- 良品マスター画像を再撮影・再登録
- 多照明処理やAI学習機能で輝度変化を吸収
💡 現場ヒント
ペースト変更は材料変更ではなく“検査条件変更”もセット。
はんだの見え方が変われば、AOIチューニングもやり直しが必要です。
安全管理と作業環境整備
クリームはんだを扱う現場では、安全と衛生管理の徹底が欠かせません。
はんだ付け時に発生するフラックス蒸気は局所排気で確実に吸引し、作業者は保護メガネや耐熱手袋を着用して火傷や飛散物から身を守ります。
また、作業後には手洗いを徹底し、金属成分の吸入・接触を防止することで、健康被害のリスクを最小限に抑えることができます。
- はんだ付け時の煙(フラックス蒸気)は局所排気で吸引
- 保護メガネ・耐熱手袋を着用
- 作業後は手洗いを徹底し、金属成分の吸入・接触を防止
作業環境を整えることが、品質だけでなく安全文化の第一歩です。

まとめ:クリームはんだは「材料」ではなく「工程」

クリームはんだは、単なる“材料”ではなく、製造工程そのものです。
印刷品質=製品品質につながるため、材料の選定はAOIやリフロー条件まで含めて総合的に評価する必要があります。
また、保存・撹拌・印刷・検査までの一貫した管理が品質の安定化を生み出します。
現場での小さな違いが、結果として大きな差となるので日々の管理と再現性の積み重ねが信頼される製品づくりの鍵です。
- 印刷品質=製品品質
- 材料選定はAOIやリフロー条件まで含めて評価する
- 保存・撹拌・印刷・検査までの一貫した管理が品質を安定化
- 現場での小さな違いが、結果として大きな差になります
クリームはんだを理解することは、現場を理解すること。
技術者一人ひとりの知識と意識が、品質と信頼を支えています。





コメント