基板実装の品質が安定しない原因の多くは、実はクリームはんだ印刷にあります。
実装工程の中では目立たない工程ですが、印刷品質が製品品質の約70%を左右し、ブリッジ・はんだ量不足・未はんだなどの不良発生に直結します。
この記事では、クリームはんだ印刷の基本原理、パラメータ設定、治工具の選定、SPIとの連携、さらに最新自動印刷機(YAMAHA YRP10 / Panasonic NPM-GP/L)による品質安定化の考え方までを体系的に解説します。
「印刷を制する者が品質を制す」──その理由が理解でき、明日から現場改善に活かせる内容です。
実装品質の70%を左右する「クリームはんだ印刷」の重要性

プリント基板実装はチップマウンターが主役に見えますが、その前工程の クリームはんだ印刷 が品質を大きく左右します。
実装品質の 約70%はクリームはんだ印刷で決まる と言われ、
印刷状態が悪ければ後工程でどんなに対策を施しても不良は残ります。
だからこそ、この工程を正しく理解し、最適化することは
実装品質向上・トータルコスト削減・生産力向上に直結します。
クリームはんだとは

はんだ合金粉とフラックスを混ぜ合わせたペースト状の電子材料で、
プリント基板にはんだを“印刷”するために使用します。
- クリームはんだ=ソルダーペースト
- 微細部品・高密度実装が進む現在では配合選定も重要
良いクリームはんだ印刷の定義

📌「正しい位置に、正しい量と形状で、安定して印刷できていること」
そのために調整すべき主要パラメータは次の4つです👇
| パラメータ | 役割 |
|---|---|
| 印圧 | スキージの荷重 |
| スキージ速度 | 印刷速度 |
| クリアランス | 基板とメタルマスクの隙間 |
| 版離れ | 密着解除時の動作・速度 |
印刷パラメータのポイント
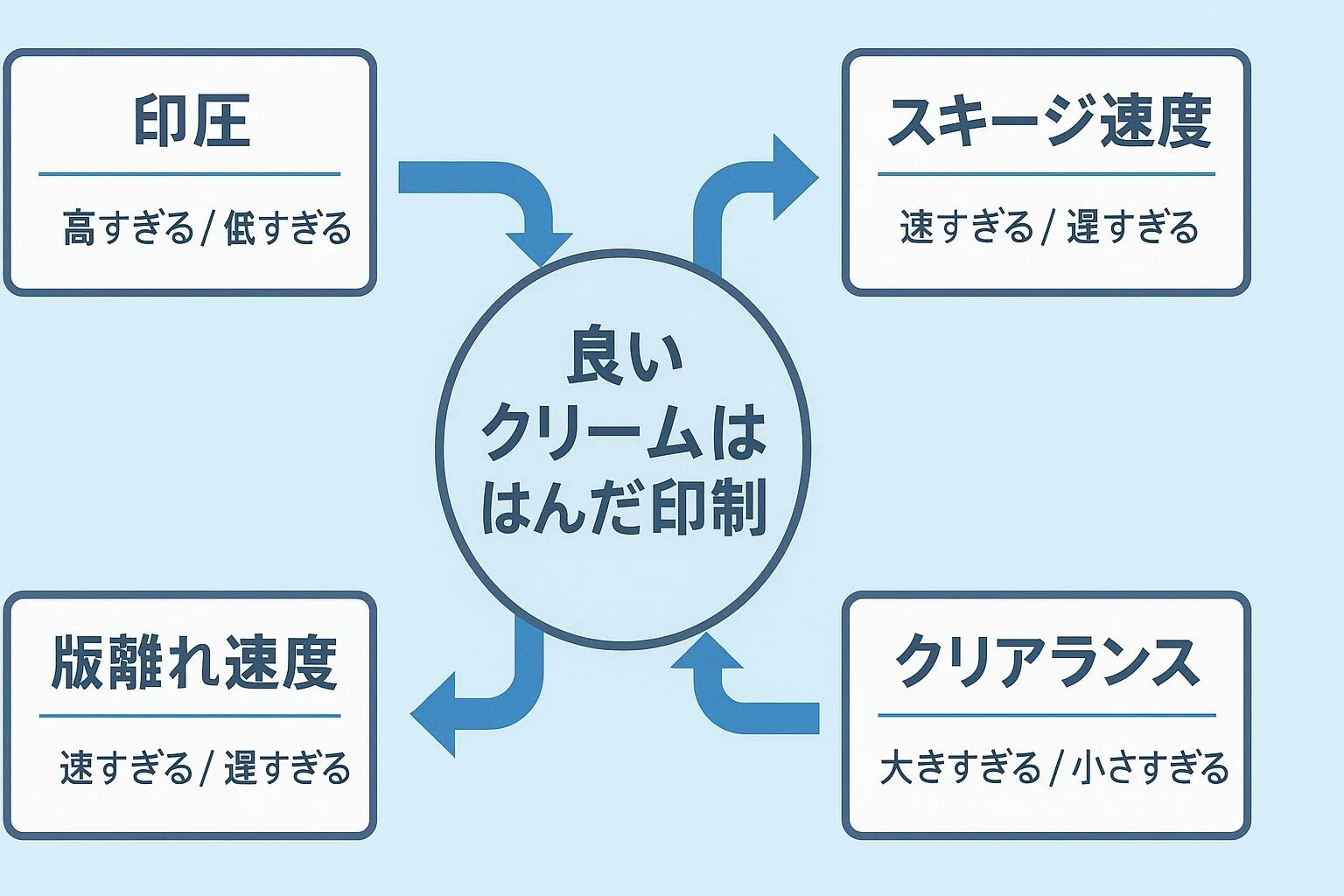
クリームはんだ印刷を安定させるために欠かせないのが「印刷パラメータ」です。
印圧・スキージ速度・クリアランス・版離れ ― この4つのバランスが整うことで、はんだは正しい量・形状・位置で安定して転写されます。
逆にどれか1つでも外れると、ブリッジ・未はんだ・ボイドなど、後工程では取り返しのつかない不良の原因につながります。
印刷パラメータを“感覚ではなく理屈で理解する”ことは、品質を安定させる最短ルートです。
本章では、各パラメータが印刷にどのような影響を与えるのか、そしてどのように調整すれば品質が向上するのかを分かりやすく解説します。

印圧 × スキージ速度
- 強すぎ → 掻き取りすぎ・えぐれ
- 弱すぎ → 充填不足
→ マスク上のペースト残りで調整判断が可能
クリアランス
基板シルク盛り・歪み・異物・治具の精度で大きく影響。
微細部品ではわずか数μの誤差でも不良につながる。
版離れ
印刷形状が決まる最終動作。
最近は微細化に伴い 版離れ速度の最適化が品質のカギ。
印刷品質が変わる要因
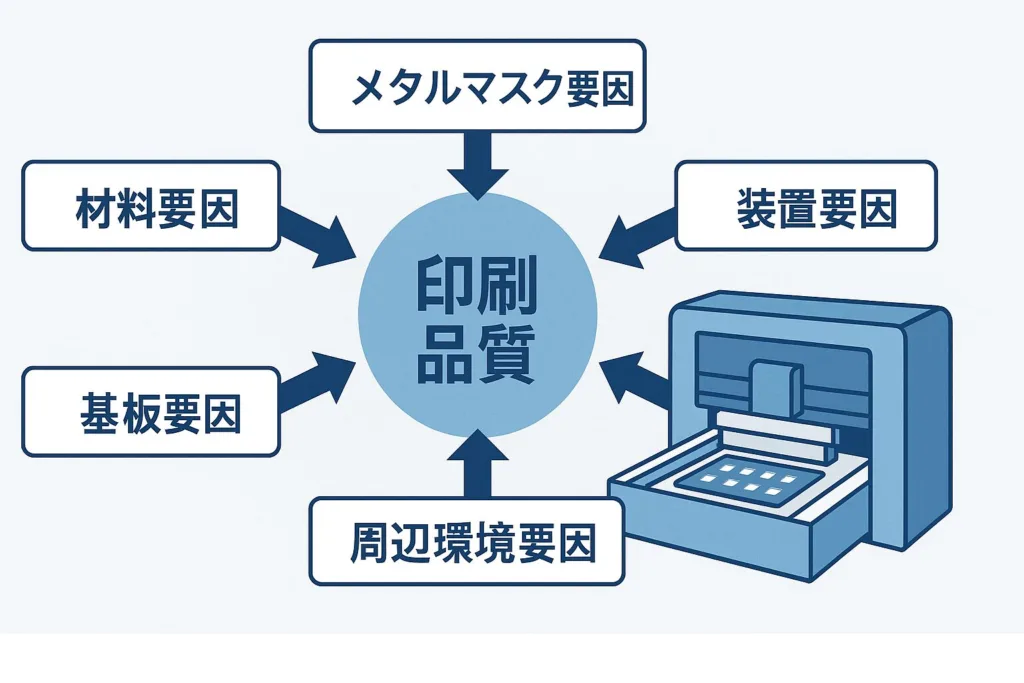
クリームはんだ印刷の品質は、単に「印刷できているかどうか」だけでは決まりません。
同じ装置・同じ材料・同じ条件でも、ちょっとした環境や治具状態の変化だけで品質が大きく変わってしまうのが印刷工程の難しさであり、奥深さです。
たとえば、メタルマスクの開口形状や摩耗、基板の反り、スキージの状態、温湿度の変化、クリームはんだの粘度低下など──
どれか1つでも外れると、ブリッジ・未はんだ・ボイド・位置ズレといった後工程で取り返しのつかない不良につながります。
しかし逆に言えば、印刷品質を左右する要因を理解して適切に管理できれば、ライン全体の安定と歩留まり改善につながるということです。
本章では、印刷品質が変わる要因を体系的に整理し、
現場で「注意すべきポイント」がひと目で分かるように解説していきます。
| 因子 | 起こりやすい不良 | 改善ポイント |
|---|---|---|
| 印圧 | えぐれ・かすれ | 荷重プロファイル |
| スキージ速度 | 波線・塗り残し | 速度設定 |
| クリアランス | ブリッジ・偏り | 基板・治具・マスク確認 |
| 版離れ | 形状崩れ | 等速/加速版離れの最適化 |
その「調整スキル」は、もっと高く評価されます
印刷条件の微調整ができるオペレーターは、どの工場でも喉から手が出るほど欲しい人材です。 もし今の会社で「不良が出たら怒られるだけ」なら、あなたのスキルは安売りされています。 最新の自動補正機能付き印刷機(YAMAHAやPanasonicの最新機種など)を導入している工場なら、トラブル対応のストレスから解放され、待遇もグッと良くなる可能性があります。

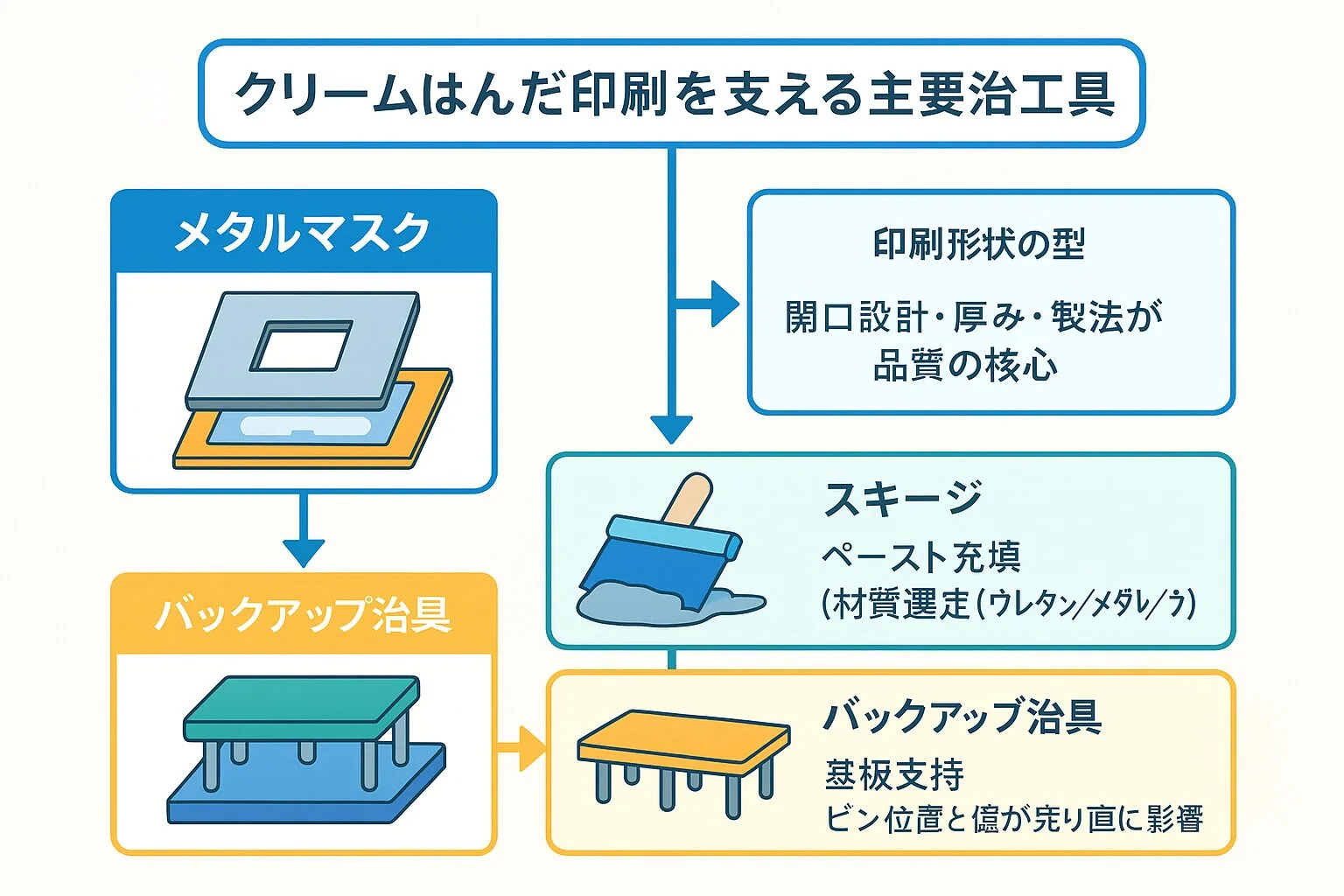
クリームはんだ印刷に使用する治工具
クリームはんだ印刷の品質は、印刷機の動作やパラメータだけで決まるわけではありません。
「どんな治工具を使うか」そして「その状態が適切に保たれているか」 が、印刷結果を大きく左右します。
代表的な治工具は、メタルマスク・スキージ・バックアップ治具の3つ。
どれも一見ただの道具のように見えますが、実際はメーカーのノウハウが詰まった“品質を生み出すための重要な要素”です。
- 開口設計の最適化されたメタルマスク
- 充填性と追従性のバランスを取るスキージ
- 基板反りや面当たりを防ぐバックアップ治具
これらが正しく組み合わさって初めて、安定した印刷精度と歩留まりの高い実装品質が成立します。
本章では、それぞれの治工具の役割・選び方・メリット・注意点を分かりやすく解説していきます。
| 治具 | 役割 | 重要ポイント |
|---|---|---|
| メタルマスク | 印刷形状の型 | 開口設計・厚み・製法が品質の核心 |
| スキージ | ペースト充填 | 材質選定(ウレタン/メタル/プラスチック) |
| バックアップ治具 | 基板支持 | ピン位置と強度が基板反り・接触不良に影響 |

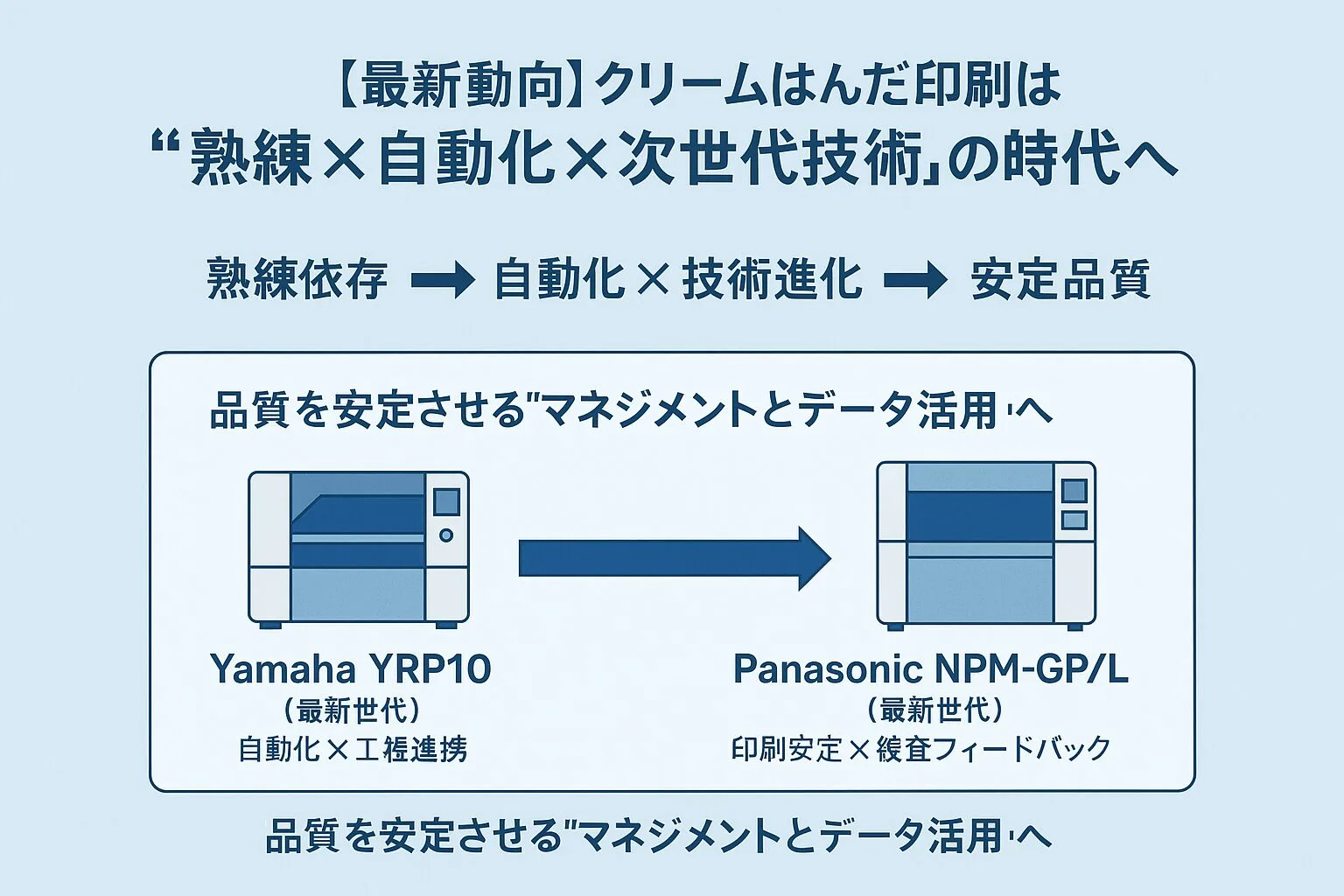
【最新動向】熟練技術 + 自動化で品質を安定させる時代へ
クリームはんだ印刷の品質は、これまでは熟練作業者の技術に大きく依存してきました。しかし近年は、人材不足・高速立ち上げ・微細化といった要求から、“技術 × 自動化” を組み合わせて安定品質を実現する方向に大きく進化しています。
その代表例が、Yamaha「YRP10」 と Panasonic「NPM-GP/L」 の最新クリームはんだ印刷機です。どちらも自動化対応ですが、それぞれに強みと思想の違いがあります。
Yamaha YRP10 の特徴
YRP10は 段取り替えの完全自動化 を軸に開発された印刷機です。
- マスク交換・バックアップピン交換を自動化
- はんだ自動供給で無停止運転をサポート
- μ±6σで ±16µmの高精度を保ちながらコアサイクル6秒
- 頻繁な段取り替えや人員削減にも強い
➡「段取り → 再稼働 → 長時間の安定印刷」の流れを人手ではなく機械が担う思想。
変動・少人数・多品種の生産ラインで力を発揮します。
Panasonic NPM-GP/L の強み(方向性:ライン統合・トレーサビリティ強化)
NPM-GP/Lは 高密度実装における品質の“再現性”を自動補正で維持する ことを強みにしています。
- マスクチェンジャーやバックアップピン自動交換に対応
- はんだ供給・回収を自動化し長期安定生産
- 印刷状態に応じてパラメータを補正し品質のブレを抑制
- 微細パッド・車載・医療など“品質要求最大級の領域”に強い
➡「計測 → 補正 → 安定品質」のループで不良発生を最小化。
量産でも微細実装でも品質を落とさない設計思想です。
Yamaha と Panasonic の違い(簡潔まとめ)
| 観点 | Yamaha(YRP10) | Panasonic(NPM-GP/L) |
|---|---|---|
| 方向性 | 段取り・省人化 | 品質の再現性・微細化 |
| 効果 | 無停止運転・稼働率向上 | 不良削減・長期安定 |
| 得意 | 多品種変動生産 | 高密度量産 |
どちらが優れている/劣っているではなく、工場の課題により相性が変わるというのが最も正確な理解です。
まとめとしての視点
これからのクリームはんだ印刷工程は、「熟練者のスキル × 自動化設備」の掛け合わせが最適解と言えます。
自動化は経験不要ではなく、
熟練技術を継承しつつ、機械で安定品質を維持する時代へ変化しているためです。

SPI(はんだ印刷検査)との連携
.webp)
印刷 → SPI測定 → パラメータ補正フィードバック
このサイクルができる工場は印刷トラブルが大幅に減少します。


印刷工程を制する工場が品質を制する(総まとめ)
-1024x683.webp)
クリームはんだ印刷は、一見すると「地味」「単純」「誰でもできる」工程に見えます。
しかし実際には、基板実装品質の約70%を左右する“最重要工程” です。
- 充填量がわずかに不足するだけで接続不良の原因に
- 形状が乱れるだけでブリッジ・ボイド発生の誘因に
- 位置ズレが起きるだけで後工程の補正負荷が急増
- 検査で見つけても、すでに“作り直し”というコストに変換
だからこそ、リフロー前にすべてを決めるのが印刷工程 と言われています。
🔍 現場が長く強く生き残るために必要な視点
| 視点 | NGの状態 | あるべき姿 |
|---|---|---|
| 技術力 | 熟練者だけの属人化 | 技術の言語化・基準化・教育 |
| 品質 | 不良が出たら対策 | 不良を作らない未然防止 |
| 設備 | 手動調整頼り | 自動補正+データ活用 |
| 改善 | 現場の負担増 | “楽に・確実に・再現性高く”改善 |
熟練技術 × 自動化 × 教育
この3軸を押さえることが、工場力・品質力を底上げする近道です。
🚀 印刷工程を起点に現場はもっと良くなる
印刷を見直すことで、現場は大きく変わります。
- 後工程の手直しが激減する
- 実装歩留まりが安定する
- ライン停止トラブルの予防につながる
- 生産性と品質の両立が可能になる
- 班・ラインを跨いでも品質の再現性が得られる
最短で工場全体の品質を改善したいなら、まず印刷から。これは数多くの現場と改善事例が物語っています。
未来のための投資は“人”と“技術”に
海外生産・省人化・自動化——
どんな時代になっても、品質を守るのは現場の技術です。
- 海外工場での不良解析は国内技術が頼り
- 小規模ラインでも技術力は資産として残る
- 設備投資より“人材投資と技術伝承”が長期的価値を生む
だからこそ今、
印刷技術の理解と教育を後回しにしない工場が強い工場になるという結論になります。
「なんとなく」の調整から卒業するために
印刷パラメータを論理的に決めるには、インキやペーストの特性(レオロジー)や、機械的特性の知識が不可欠です。 JTEXの通信講座で体系的な知識を身につければ、トラブルが起きても「なぜ起きたか」を瞬時に分析でき、社内で頼られる技術者になれます。
最後に
クリームはんだ印刷は「ただの作業」ではなく、製品を成功させる入口であり、工場の未来を左右するコア技術です。
今日できることは小さくても構いません。
- 基準書を見直す
- 共有ミスを防ぐ運用に変える
- 検査データを印刷にフィードバックする
- ノウハウを言語化してメンバーと共有する
一歩ずつ積み上げていくことで技術は必ず継承できます。
印刷工程を制する工場が品質を制する。
その視点こそ、これからの製造業に求められる競争力です。




コメント