
AOIの虚報(過検出)問題を解決するカギは、3D検査とAIの融合にあります。最新技術がSMT品質管理をどう変えるかを解説します。
✅ AOI虚報(過検出)が現場に与える影響と従来手法の限界
✅ 3D AOIが2D AOIより優れている理由と仕組み
✅ AIを組み合わせることで虚報を劇的に削減する方法
✅ 3D AOI×AIによる生産効率化の具体的なメリット
✅ SMTラインへの導入ポイントと運用の注意点

SMT工程における3D AOIの重要な役割

自動光学検査装置(AOI)は、プリント基板(PCB)の品質を高精度で自動検査する重要な役割を担っています。
かつての2D画像による平面的な比較から、現在は高解像度カメラとレーザー三角測量などの技術を用いて、基板を3次元的にスキャンする3D検査へとシフトしています。2D検査では見逃しやすかった以下のような厄介な欠陥を確実に捉え、0201サイズ以上の極小チップにも対応可能になりました。
| 特長 | 具体的な対象・メリット |
| 1. 部品検出の高度化 | 【対象】 極小チップ、極端な立ち上がり(ツームストーン現象) 【効果】 微小な位置ずれや欠落まで正確に把握可能。 |
| 2. 接合部の立体測定 | 【対象】 BGA、QFNなどの見えにくい電極接合部 【効果】 はんだの「高さ・体積・形状」を正確な数値として評価。 |
| 3. 物理的制約の克服 | 【対象】 背の高い部品の周辺、基板の反り 【効果】 カメラの死角になる「影」の影響を排除し、基板全体の歪みも検査。 |
AOIの導入や条件出しを成功させるには、装置の知識だけでなく『正しいはんだ付け』や『品質管理』の基礎知識が不可欠です。現場で発生する不良の根本原因を見極める力をつけたい方は、製造業に特化した技術系通信講座で体系的に学んでみるのもおすすめです。
3D検査が「虚報問題」の救世主になる理由
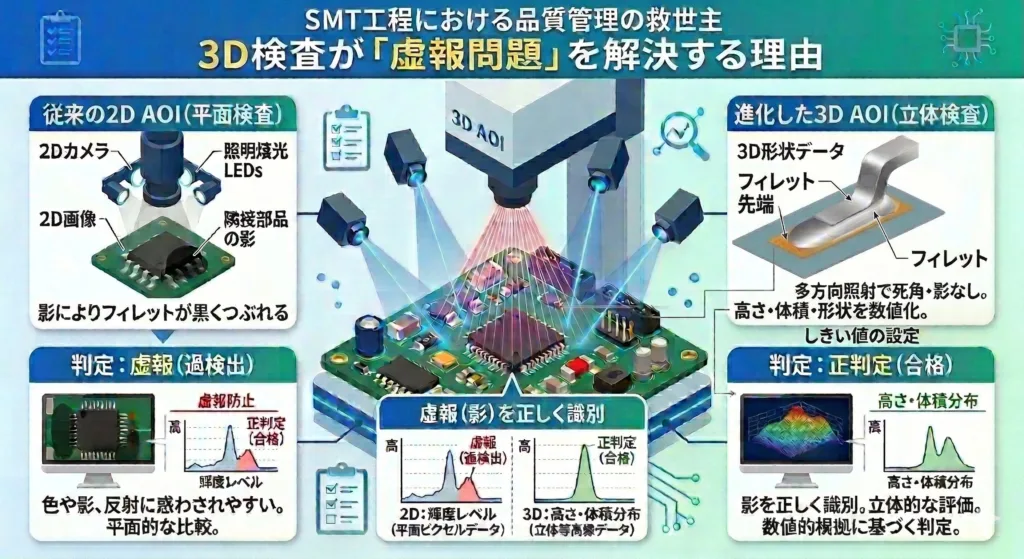
多くの現場を疲弊させる「虚報(正常なものを不良と判定する)」の根本原因は、2D検査の限界にあります。
なぜ虚報は起きるのか?
2Dでは「色」や「影」の濃淡ではんだを判断します。そのため、光の反射具合が変わったり、隣接する部品の影が落ちたりするだけで「はんだ不足」と誤判定してしまうのです。
3D検査による解決
3D検査は、複数の角度からのカメラ画像やレーザー、位相シフト技術などを用いて立体的に測定します。
| 項目 | 詳細 |
| 最大のメリット | 「影」や「基板の色」に惑わされず、数値的な根拠に基づいた絶対的な判定が可能。 |
| もたらされる結果 | 虚報が劇的に減り、不必要な目視デバッグの工数削減と、見逃しによる次工程への不良流出を強力に防ぐ。 |

3D AOI導入がもたらす「3つの最大メリット」と投資対効果
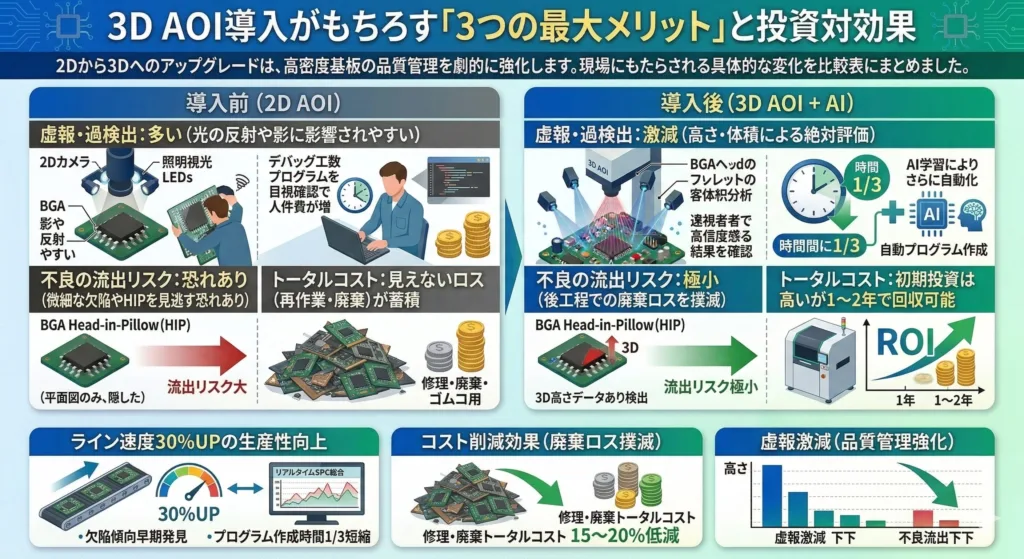
2Dから3Dへのアップグレードは、高密度基板の品質管理を劇的に強化します。
現場にもたらされる具体的な変化を比較表にまとめました。
【2D検査と3D検査の導入効果比較表】
| 比較項目 | 導入前(2D AOI) | 導入後(3D AOI + AI) |
| 虚報・過検出 | 多い(光の反射や影に影響されやすい) | 激減(高さ・体積による絶対評価) |
| デバッグ工数 | 虚報の目視確認で人件費が増大 | 最小限(AI学習によりさらに自動化) |
| 不良の流出リスク | 微細な欠陥やHIPを見逃す恐れあり | 極小(後工程での廃棄ロスを撲滅) |
| トータルコスト | 見えないロス(再作業・廃棄)が蓄積 | 初期投資は高いが1〜2年で回収可能 |
ライン速度30%UPの生産性向上
検査結果はリアルタイムでデータ化され、SPC(統計的プロセス管理)と統合されます。
欠陥の傾向を早期発見し、プログラム作成時間を1/3に短縮する機能でライン立ち上げを圧倒的に効率化します。
コスト削減効果
スクラップ基板が一度のトラブルで数十万円規模の廃棄ロスを生むこともあります。
3D AOIの高スループットで再加工率を低下させ、修理・廃棄にかかるトータルコストを15〜20%低減します。
人気の3D AOIメーカー比較と価格帯
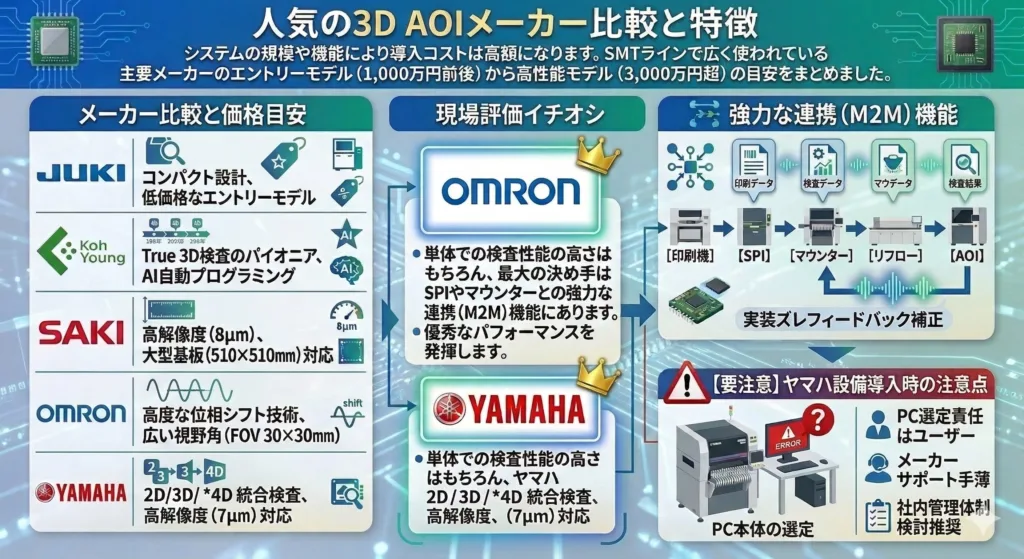
システムの規模や機能により導入コストは高額になります。
SMTラインで広く使われている主要メーカーのエントリーモデル(1,000万円前後)から高性能モデル(3,000万円超)の目安をまとめました。
| メーカー | 価格目安 (円) | 主な特徴 |
| JUKI | 800万〜1,500万円 | コンパクト設計、低価格なエントリーモデル |
| Koh Young | 1,500万〜2,500万円 | True 3D検査のパイオニア、AI自動プログラミング |
| SAKI | 2,000万〜3,000万円 | 高解像度(8μm)、大型基板(510×510mm)対応 |
| オムロン | 2,000万〜3,000万円以上 | 高度な位相シフト技術、広い視野角(FOV 30×30mm) |
| ヤマハ | 2,500万円前後 | 2D/3D/4D統合検査、高解像度(7μm)対応 |
現場評価からのイチオシは「オムロン」と「ヤマハ」
さまざまな機種を評価した結果、特におすすめしたいのがオムロン(Omron)とヤマハ(Yamaha)です。
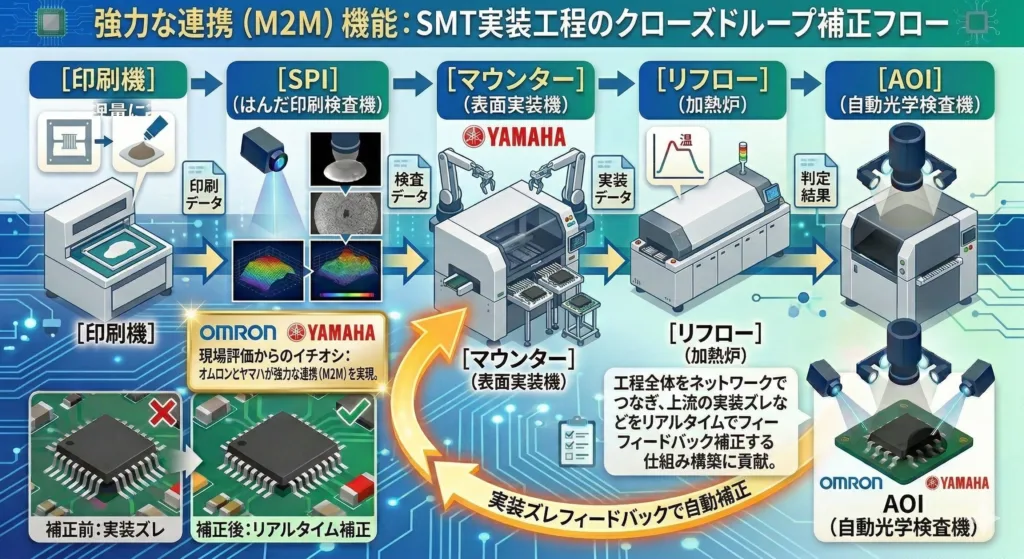
単体での検査性能の高さはもちろん、最大の決め手はSPI(はんだ印刷検査機)やマウンター(表面実装機)との強力な連携(M2M)機能にあります。
工程全体をネットワークでつなぎ、上流の実装ズレなどをリアルタイムでフィードバック補正する仕組みを構築するうえで、非常に優秀なパフォーマンスを発揮します。

【要注意】ヤマハ設備を導入する際のリアルな落とし穴
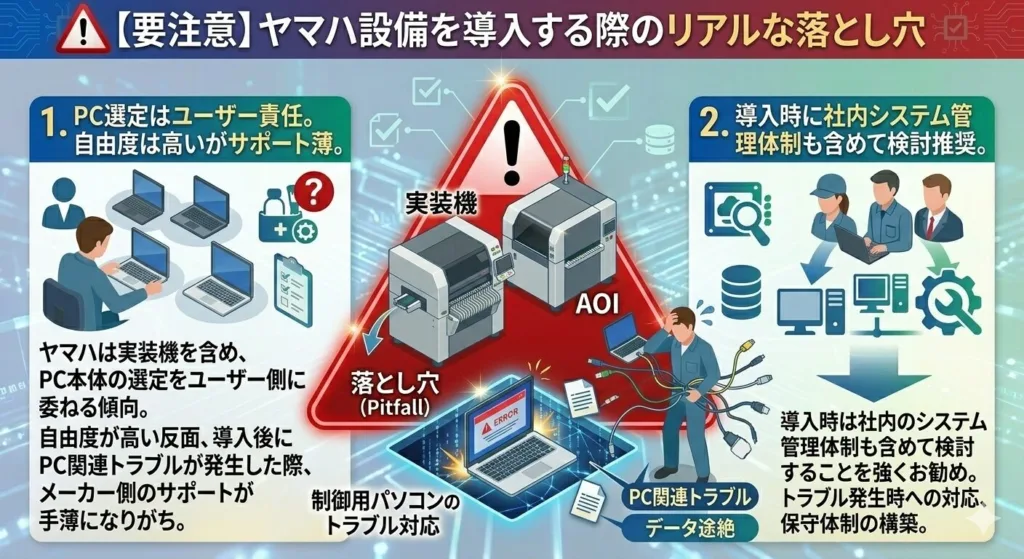
ただし、ヤマハ製の設備導入にあたり現場として注意喚起しておきたいのが「制御用パソコンのトラブル対応」です。
ヤマハは実装機を含め、PC本体の選定をユーザー側に委ねる傾向があります。
自由度が高い反面、導入後にPC関連トラブルが発生した際、メーカー側のサポートが手薄になりがちという実態があります。
導入時は社内のシステム管理体制も含めて検討することを強くお勧めします。
デバッグとAIの活用による虚報対策(運用手順)
-1024x559.webp)
高価な最新機種も、運用を誤れば効果は半減します。AOIの精度を最大限に引き出すには以下のステップが不可欠です。
3D AOI最大の強みは、2Dのような「色の濃淡」や「面積」といった曖昧な基準ではなく、「フィレットの幅・長さ・高さ」といった具体的な物理量を計測できる点にあります。
ガルウィング(L字)リードなどの各部位に対して、製品ごとに最適な「しきい値(許容範囲)」を数値で設定し、SPCの統計的根拠に基づいてチューニングしていくことが、虚報を防ぐ最も重要な第一歩です。
季節による基板の反りや部品の微妙な変化に対応するため、定期的なデバッグ(検査プログラムの微調整)が必須です。
設定したしきい値が常に最適かを見直す作業が精度を維持する要となります。
最新機種のAIを用いて、ノイズと実際の欠陥を自動仕分けさせ、熟練者の判断をシステムに学習させることで、デバッグやしきい値調整の負担を大幅に軽減できます。
長期間の運用では、はんだフラックスなどがレンズに付着し検査精度が致命的に落ちます。
定期的な清掃とキャリブレーション(校正)は欠かせません。

Q&A:3D AOI導入・運用のよくある疑問

まとめ:3DとAIで「攻め」の品質管理へ

自動光学検査(AOI)は、単なる「不良品ハネ機」ではありません。蓄積されたデータは、歩留まり向上とコスト削減を実現する貴重な情報源です。
3D検査で数値を正確に捉え、定期的なデバッグとAIで判定を高度化し、SPIや実装機と連携させてライン全体を最適化する。
これらを適切に組み合わせることで、再作業に振り回されない、スマートで効率的な製造現場を実現しましょう。
近年、製造現場ではAOIをはじめとする自動化設備の導入が急ピッチで進んでいます。これに伴い、自動化設備のオペレーションや生産技術、品質保証のスキルを持つ人材の価値は高まっています。最新の設備が整った環境で働きたい、あるいはご自身のスキルをより高く評価してくれる企業を探したいという方は、製造業に特化した求人サイトで現在の募集状況をチェックしてみてはいかがでしょうか。

関連記事









