
0402部品の極小化・高密度実装が進む現場で、はんだ印刷の直行率を劇的に改善する最新スキージ技術を解説します。
✅ 0402対応に必要なはんだ印刷精度の考え方
✅ 高充填スキージの仕組みと導入効果
✅ スキージアタック角度の最適化と条件設定のポイント
✅ SPIと連携した印刷品質の管理アプローチ
✅ M2M連携によるスマート工場化への展望
基幹技術の進化への序章

プリント基板実装の微細化トレンドは、スマートフォンやウェアラブルデバイスをはじめとする電子機器の小型化・多機能化を強力に牽引しています。このセクションでは、このトレンドが製造現場にどのような技術的課題を突きつけているのかを整理します。
プリント基板実装の微細化トレンドの概要
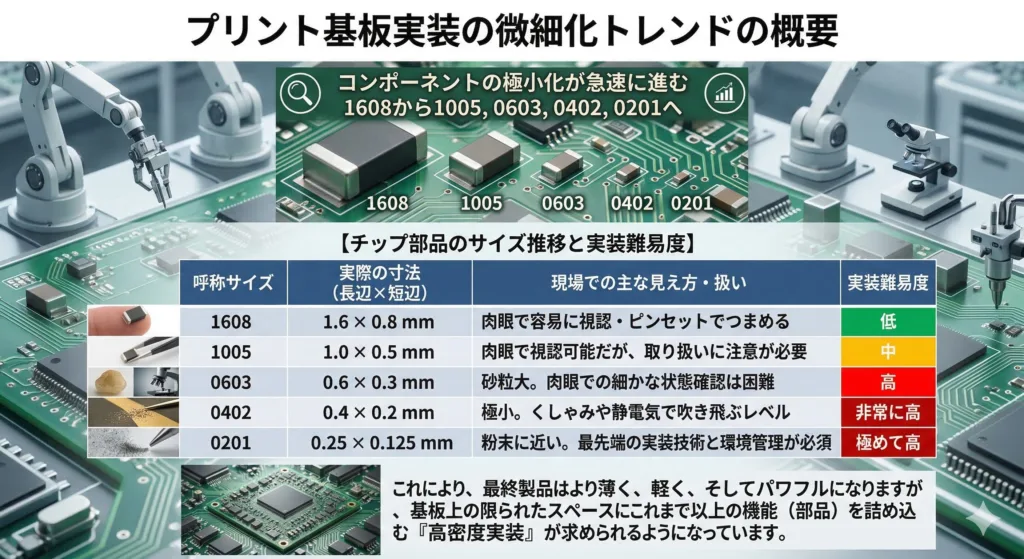
現在、実装業界ではコンポーネントの極小化が急速に進んでいます。かつて主流だった1608や1005サイズから、0603、0402、さらには0201サイズといった、肉眼では砂粒のようにしか見えないレベルへと部品サイズが縮小しています。
【チップ部品のサイズ推移と実装難易度】
| 呼称サイズ | 実際の寸法 (長辺×短辺) | 現場での主な見え方・扱い | 実装難易度 |
| 1608 | 1.6 × 0.8 mm | 肉眼で容易に視認・ピンセットでつまめる | 低 |
| 1005 | 1.0 × 0.5 mm | 肉眼で視認可能だが、取り扱いに注意が必要 | 中 |
| 0603 | 0.6 × 0.3 mm | 砂粒大。肉眼での細かな状態確認は困難 | 高 |
| 0402 | 0.4 × 0.2 mm | 極小。くしゃみや静電気で吹き飛ぶレベル | 非常に高 |
| 0201 | 0.25 × 0.125 mm | 粉末に近い。最先端の実装技術と環境管理が必須 | 極めて高 |
これにより、最終製品はより薄く、軽く、そしてパワフルになりますが、基板上の限られたスペースにこれまで以上の機能(部品)を詰め込む「高密度実装」が求められるようになっています。
現代工場が直面する微細化に関連する課題
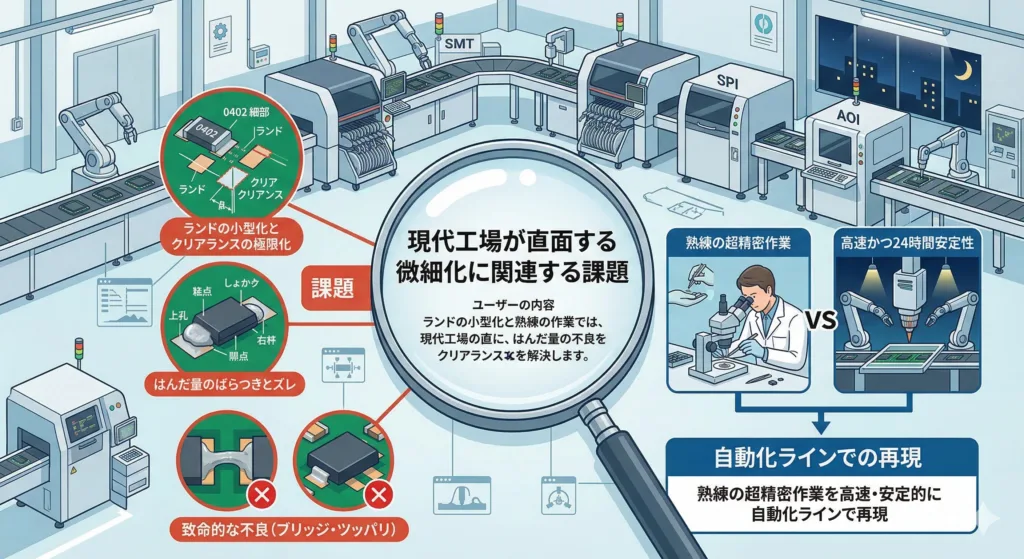
微細化は製品価値を高める一方で、生産技術や現場の管理レベルには極めて高いハードルを課します。
部品が小さくなれば、それを裏付けるランド(電極)も小さくなり、隣接する部品とのクリアランスも極限まで狭くなります。少しでもはんだ量がばらついたり、搭載位置がズレたりすれば、ブリッジ(ショート)や立ち(マンハッタン現象)、未はんだなどの致命的な不良に直結します。
熟練の職人が顕微鏡越しに行うような超精密作業を、自動化ラインで「高速かつ24時間安定して」再現しなければならないのが、現代の実装現場が直面している最大の課題です。
実装業界の現在の課題

微細化は、基板上での正確な印刷と部品実装に新たな課題をもたらしています。ここでは、ペーストの抜け性という物理的な壁と、多様化する部品の混載という二つの問題点を深掘りします。
微細化に伴う印刷難易度の増加(面積比の壁)
-1024x559.webp)
基板へのクリームはんだ印刷は、後のすべての工程の品質を決定づける最も重要なプロセスです。開口部が小さくなると、メタルマスクの厚みに対して開口面積が狭くなるため、はんだペーストがマスク側に引っ張られて基板にうまく転写されない「抜け不良」が発生しやすくなります。
これは「面積比(エリアレシオ)」や「アスペクト比」の問題として知られ、細いストローで粘度の高い液体を押し出すのが難しいのと同じ物理的な限界です。この問題に対応するため、現場ではペーストの粒子径の細かなもの(Type4やType5など)への変更や、マスクの撥水・撥油コーティング、さらには印刷機自体の版離れ制御の最適化などが求められています。
【現場の豆知識】「エリアレシオ」と「アスペクト比」の違い
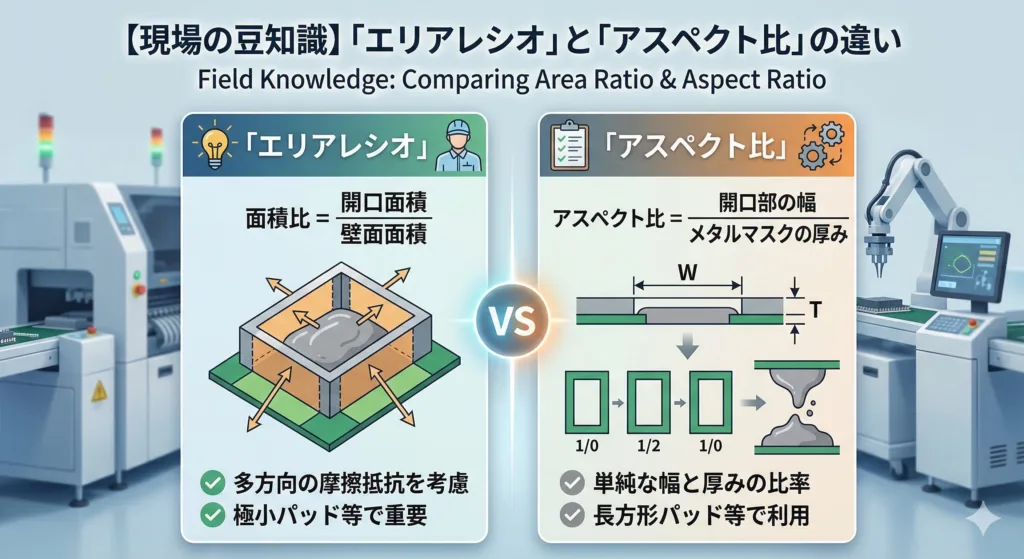
はんだの抜け性を評価する際、現場では混同して使われがちな2つの言葉ですが、技術的には明確な違いがあります。
| 項目 | アスペクト比 | エリアレシオ(面積比) |
| 評価の次元 | 2次元的な評価 | 3次元的な評価 |
| 指標の意味 | メタルマスクの厚みに対する、開口幅のシンプルな割合 | 基板へ付着する力(底面積)と、マスクに残る摩擦力(側壁面積)のバランス |
| 計算式 | =開口部の幅/メタルマスクの厚み | =開口面積/側壁面積 |
| 現場での目安 | 一般的に1.5以上 が推奨 | 一般的に0.66以上 が推奨 |
| 適した用途 | 比較的大きな長方形パッド (QFPのリードなど) | 極小・微細丸パッド (0402サイズ、BGAなど) |
| 時代背景 | 大きな部品が主流だった時代の標準 | 高密度実装が進む現代の新たな標準 |
💡 なぜ現在「エリアレシオ」が標準なのか?
比較的大きな部品が主流だった時代は、シンプルな「アスペクト比」だけで十分にはんだの抜け性を担保できていました。
しかし、現代の実装現場では0402サイズのチップやBGAといった極小部品が急増しています。このような微細な開口部では、全方向からの側壁の摩擦抵抗が無視できなくなります。そのため、より立体的かつ正確にはんだの抜け性を計算できる「エリアレシオ」を基準としたメタルマスクの設計・評価が、現在の主流(スタンダード)となっています。
はんだ印刷をはじめとする実装技術は、奥が深く日々のアップデートが欠かせません。 現場での経験に加えて、体系的な知識を身につけることで、トラブルシューティングの精度や改善提案の質は劇的に向上します。
技術系の専門講座が豊富な「JTEX」なら、現場で直結するスキルを通信教育で自分のペースで学べます。今のスキルをもう一段階引き上げてみませんか?
多様な部品サイズへの対応と精密実装の必要性
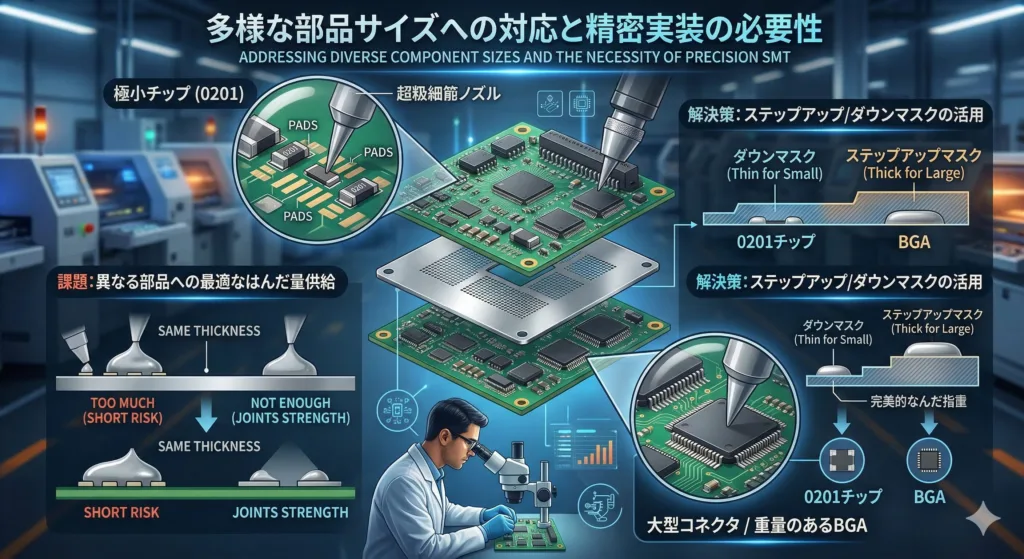
現代の基板には、極小のチップ部品から、大型のコネクタ、重量のあるBGAやQFNなど、サイズも形状も全く異なる部品が混載されています。
大型部品には十分なはんだ量(接合強度)が必要ですが、同じ基板上の極小部品に同じ厚みではんだを印刷すれば、確実にはんだ過多によるショートを引き起こします。異なる要件を持つ部品群に対して、いかにして最適なはんだ量を一つのメタルマスクで供給するか(ステップアップ/ダウンマスクの活用など)が、生産技術者の腕の見せ所となっています。
クリームはんだ印刷の進化:高充填スキージ×アタック角度可変式

はんだ印刷プロセスの改善は、直行率向上に直結します。アスペクト比の厳しい条件下でも安定した体積を供給するための、スキージ技術を中心とした進化を解説します。
強力な充填と精緻な制御の両立
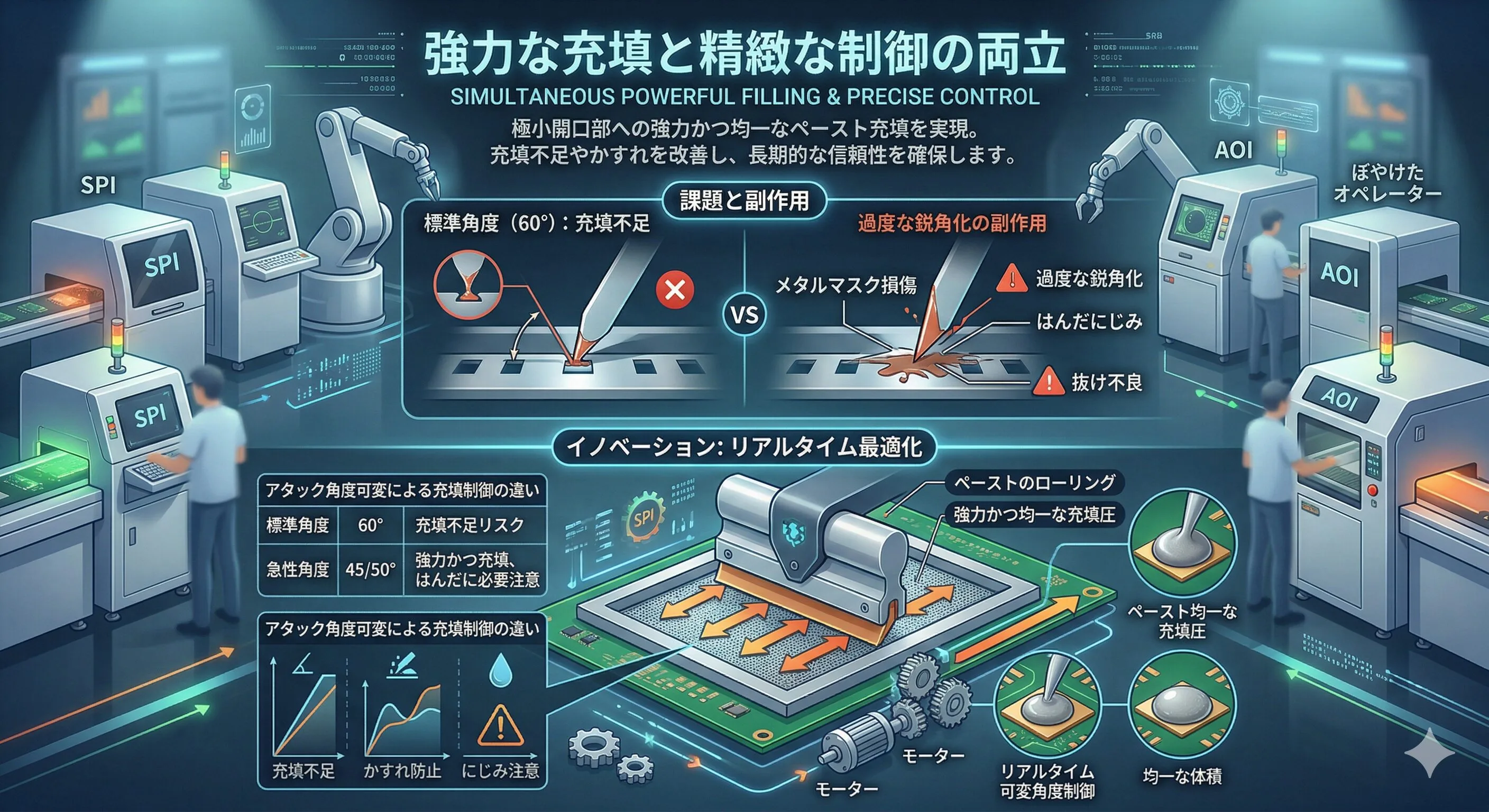
印刷工程における真のイノベーションは、単一のツールの導入ではなく、「高充填スキージ」と「アタック角度可変式」の融合です。
極小開口部に対しては、単に標準角度で擦るだけではペーストが奥まで充填されず、逆にダウンフォースを強めるために角度を鋭角にしすぎれば、マスクへのダメージや、はんだペーストのにじみ・壁面への付着による抜け不良を引き起こしていました。
高充填スキージは、ペーストのローリング(転がり)を最適化し、開口部に対して強力かつ均等な充填圧をかけるよう設計されています。最新の印刷機では、この高充填スキージのアタック角度を、ペーストの状態や基板の反り、メタルマスクの開口設計に応じて、印刷中にリアルタイムで微調整する機能を備えています。
【アタック角度可変による充填制御の違い】
| スキージ 角度 | ダウン フォース | ペーストのローリング | 主な用途・メリット | 注意点 |
| 標準 60度 | 標準的 | 標準的 | 従来部品、一般的な混載基板で最も安定。 | 超微細な開口部への充填には力不足になることがある。 |
| 鋭角 45/50度 | 強い | 活性化しやすい | 極小部品(0402等)の狭い開口部への充填性向上。 | マスクへのダメージ増加や、はんだのにじみに注意が必要。 |
これにより、マスクの隅々までペーストが押し込まれ、充填不足を劇的に改善しつつ、にじみなどの副作用を最小限に抑える高度な印刷制御が可能になっています。
部品実装技術の進歩
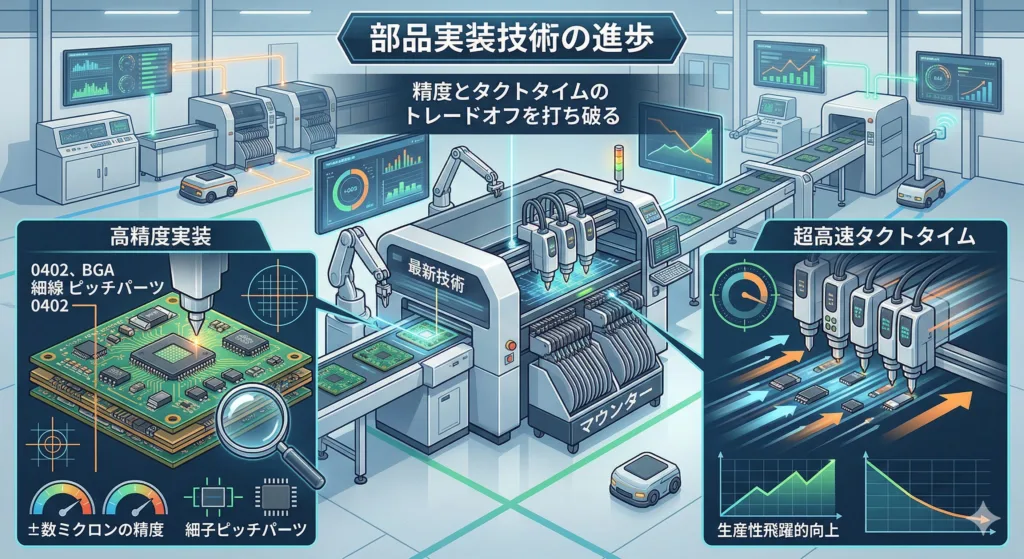
印刷技術の進化と歩調を合わせ、マウンター(表面実装機)の性能も飛躍的に向上しています。精度とタクトタイム(生産性)のトレードオフを打ち破る最新技術を見ていきましょう。
微細部品吸着のための先端技術
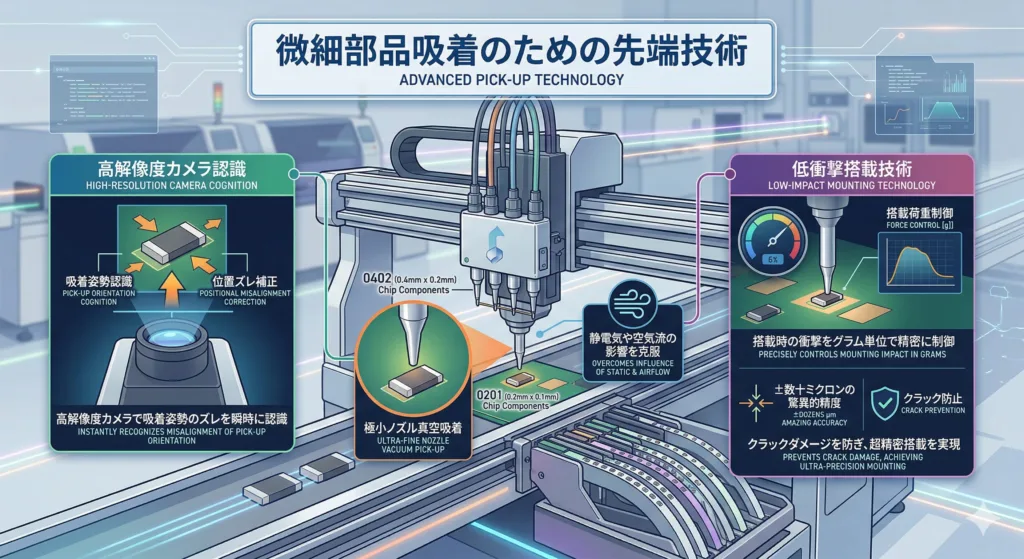
0402や0201サイズの部品は、もはや静電気やわずかな空気の流れで吹き飛んでしまうほど軽量です。
最新のマウンターでは、極小ノズルによる精密な真空吸着はもちろんのこと、吸着姿勢のズレを認識する高解像度カメラや、部品を基板に押し付ける際の衝撃(荷重)をグラム単位で制御する低衝撃搭載技術が標準化されつつあります。これにより、部品へのクラック(割れ)ダメージを防ぎつつ、±数十ミクロンという驚異的な精度での配置を実現しています。
精度と生産性を向上させる新しい実装技術
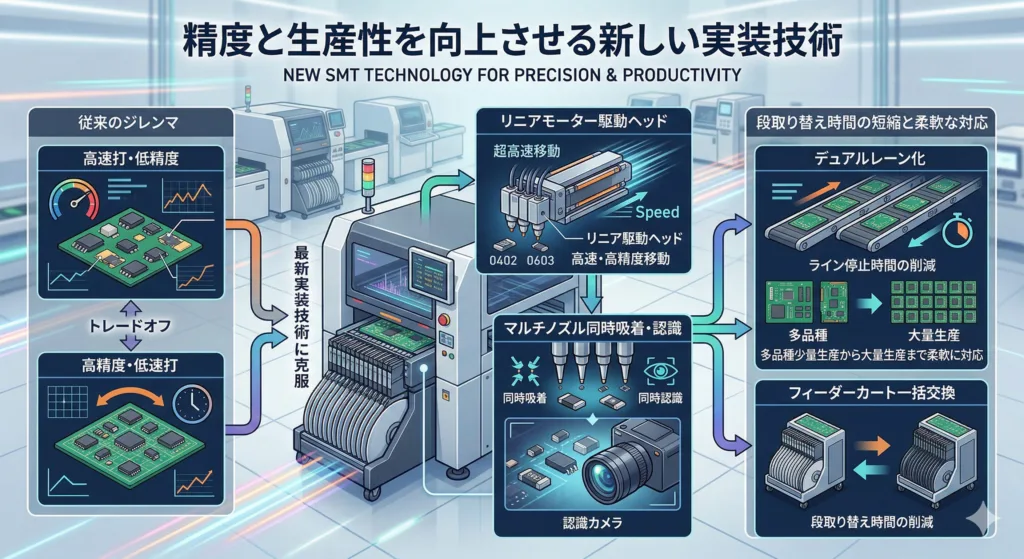
「高速で打てば精度が落ちる、精度を求めれば遅くなる」という従来のジレンマは、リニアモーター駆動によるヘッドの高速移動や、マルチノズルによる同時吸着・同時認識技術によって克服されつつあります。
これらの最新実装技術は、段取り替え時間の短縮(デュアルレーン化やフィーダーの一括交換など)とも組み合わされ、多品種少量生産から大量生産まで、あらゆる製造ラインの要求に柔軟に応えるソリューションとなっています。
スマート工場化とプロセス監視
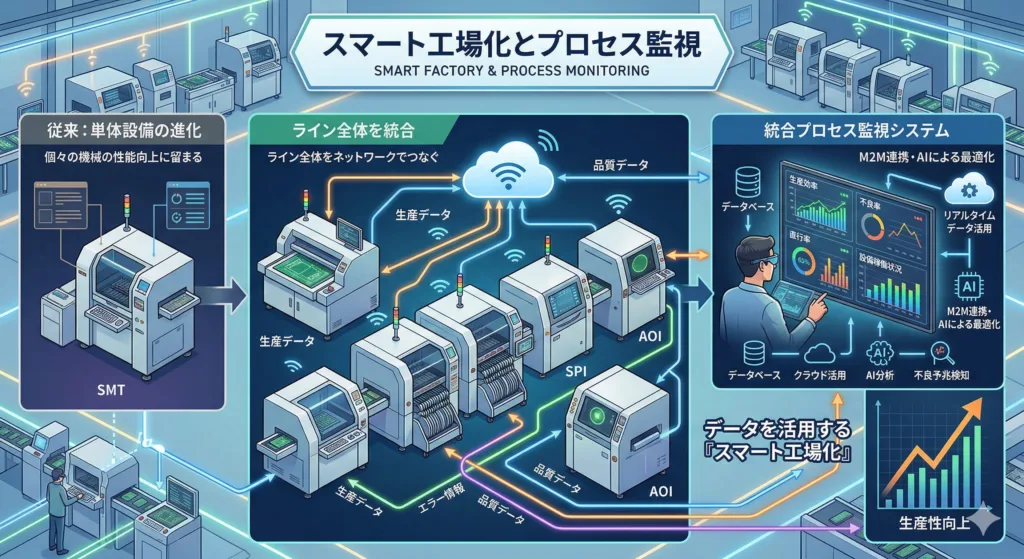
設備単体の進化に留まらず、ライン全体をネットワークでつなぎ、データを活用する「スマート工場化」が、現代のモノづくりにおけるパラダイムシフトです。
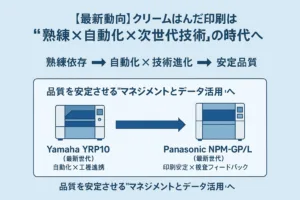
先進的なプロセスコントロールシステム(M2M)の導入
の導入-1024x559.webp)
スマート工場化の要となるのが、各設備間のM2M(Machine to Machine)連携です。
例えば、SPI(はんだ印刷検査装置)ではんだのズレや体積不足の傾向を検知した場合、そのデータを即座に上流の印刷機にフィードバックし、マスクのクリーニング指示や印刷位置の自動補正を行います。また、下流のマウンターにはんだの位置ズレ情報を送り、マウンター側で部品の搭載位置をはんだに合わせて微調整(フィードフォワード)することも可能です。
このように、不良が発生してから人が対処するのではなく、ライン全体が自律的に品質をコントロールする仕組みが確立されつつあります。

実装プロセス最適化に向けたAIのアプローチ
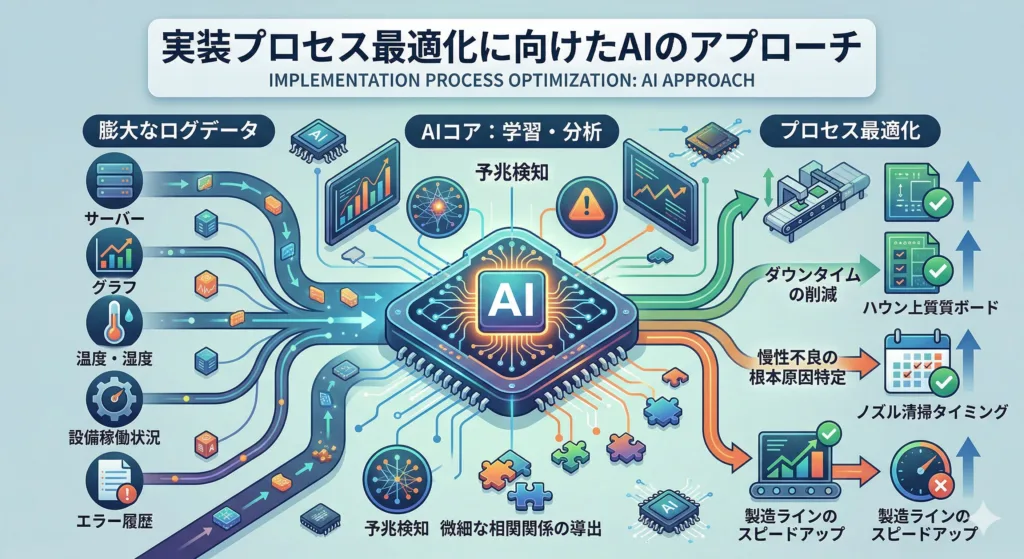
日々の生産で蓄積される膨大なログデータ(温度、湿度、設備の稼働状況、エラー履歴など)にAIを掛け合わせることで、プロセスの最適化は次の次元へと進んでいます。
AIは「どのタイミングでノズルの清掃が必要か」「どのロットのペーストで印刷不良が起きやすいか」といった予兆を学習し、熟練の生産技術者でも見落としがちな微細な相関関係を導き出します。これにより、ダウンタイムの削減や、慢性不良の根本原因の特定が飛躍的にスピードアップします。
印刷工程の最適化や現場改善のノウハウは、製造業において非常に価値の高いスキルです。 しかし、「今の職場では新しい技術を試せない」「スキルが評価・待遇に反映されていない」と悩んでいませんか?
あなたの培ってきた経験は、他の現場で高く評価される可能性があります。製造業に特化した求人サイトで、最新設備が整った環境や、より待遇の良い非公開求人を一度チェックしてみてください。
結論: 電子製造の未来への道筋
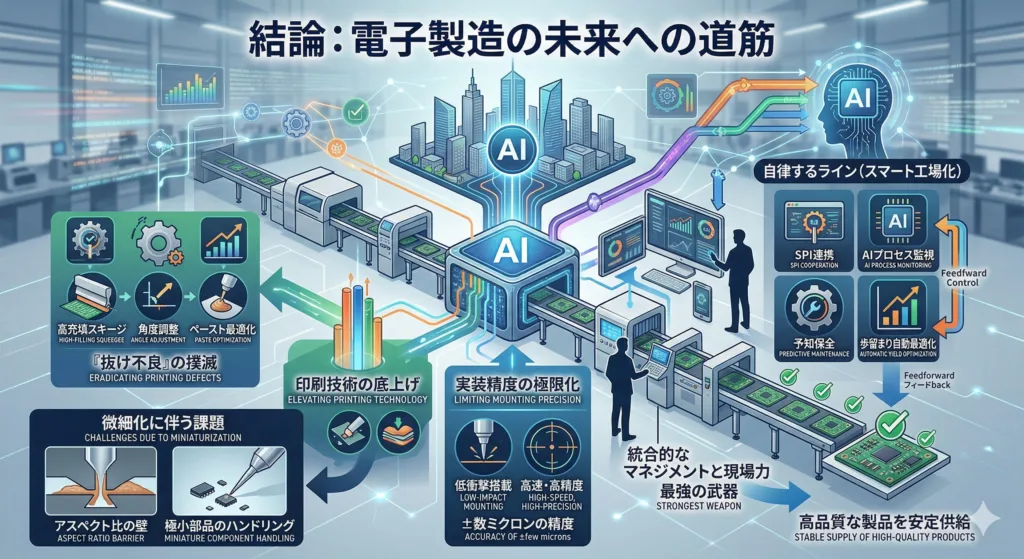
電子基板実装の微細化は、製造現場に「アスペクト比の壁」や「極小部品のハンドリング」という未曾有の課題をもたらしました。
しかし、高充填スキージやアタック角度の最適化といった印刷技術の進化、低衝撃・高精度の搭載を可能にするマウンター技術、そしてSPIを中心としたM2M連携やAIによるプロセス監視が、これらの課題を打ち破りつつあります。
- 印刷技術の底上げ: 高充填スキージや角度調整、使用するペーストの最適化による「抜け不良」の撲滅。
- 実装精度の極限化: 極小部品への低荷重搭載と、高速・高精度を両立するマウンターの進化。
- 自律するライン(スマート工場化): SPIとのフィードバック・フィードフォワード制御、AIによる予知保全と歩留まりの自動最適化。
これらを統合的にマネジメントする「現場力」こそが、競争の激しい製造業界において、高品質な製品を安定して市場に送り出し続けるための最強の武器となるでしょう。

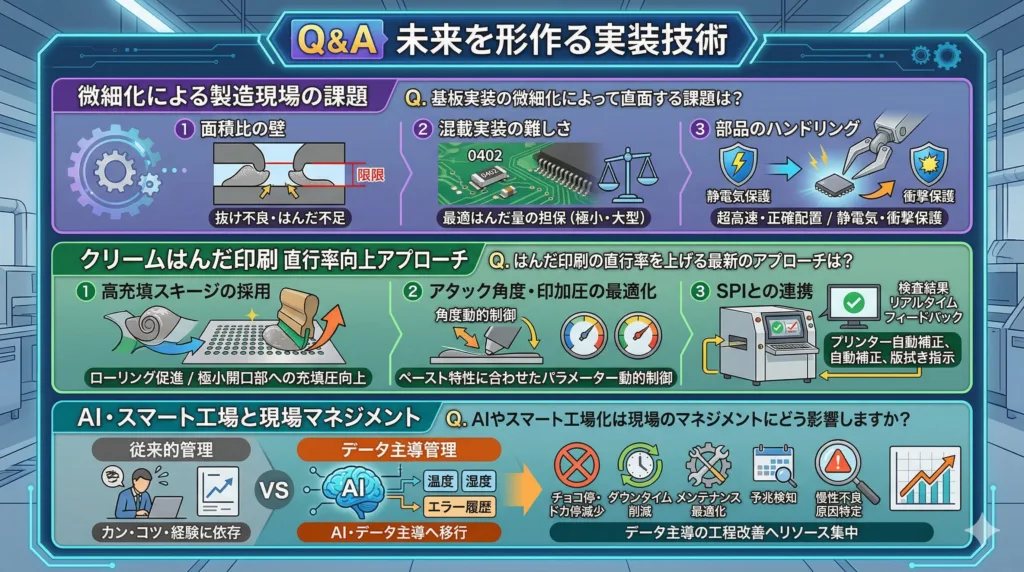
Q&A 未来を形作る実装技術
関連記事









