「コストが安くなるから、基板は海外メーカー品に切り替えてほしい」
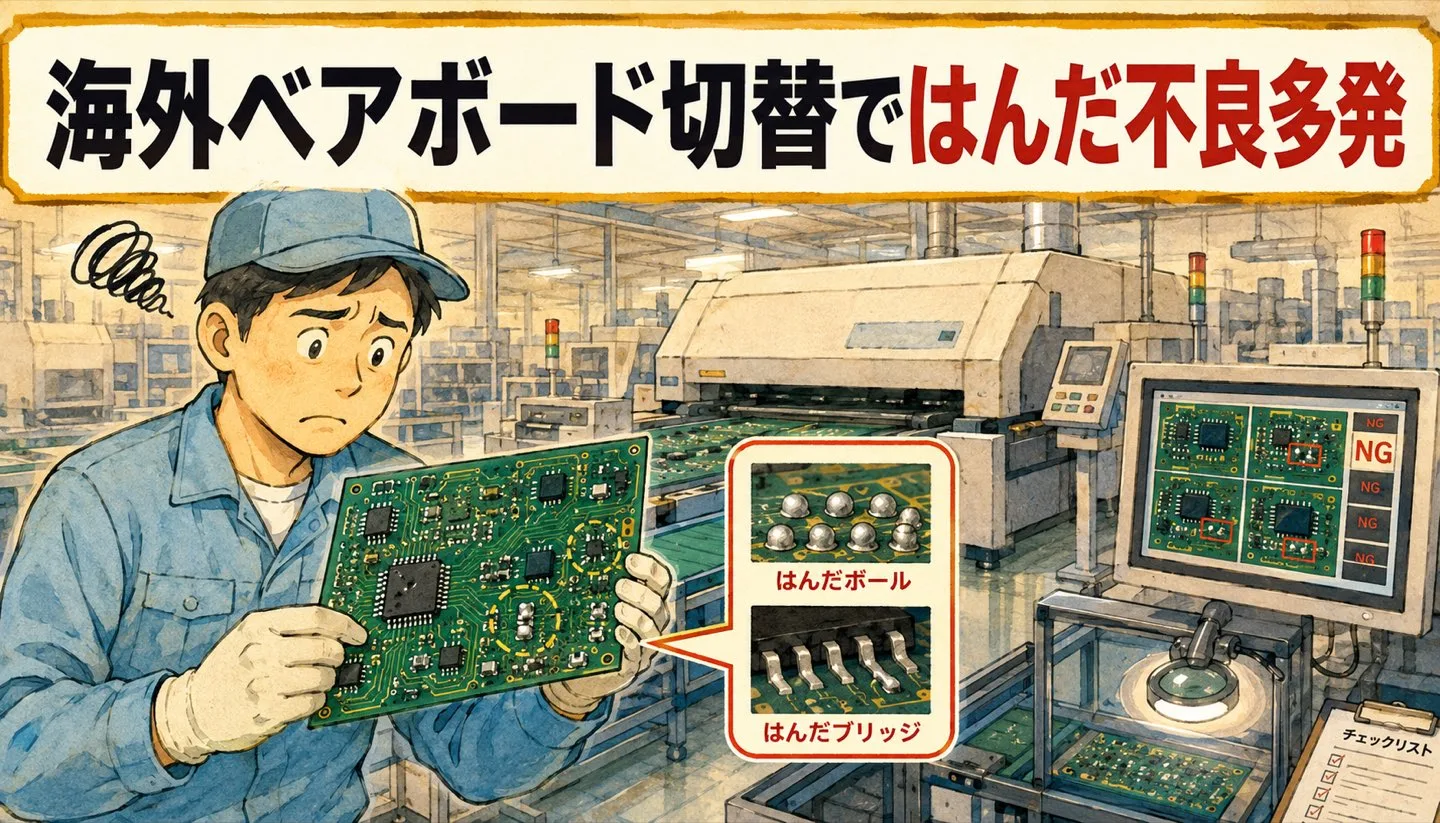
基板実装の仕事をしていると、顧客からこういう依頼が来ることがあります。そして切り替えた途端、それまで安定していたラインではんだ付け不良が多発する。濡れ不良、ブリッジ、はんだボール……。
品質データを揃えて顧客に提出しても、「でも安いから」の一言で元に戻らない。現場だけが不良対応と再検査に追われる。
この記事では、SMT実装の現場でよくあるこの問題について、
- なぜ海外ベアボードに切り替えた直後に不良が増えるのか
- 切り替え時に現場で確認すべきポイント
- 「安いから」で押し切る顧客への伝え方
- それでも通らないときの考え方(条件付き受け・値付け・撤退)
を、現場目線で整理します。
そもそもベアボードの外観不良は増えやすい状況にある

まず前提として、ベアボード(部品実装前のプリント基板)まわりの不良は、近年増えやすい・見つけにくい条件がそろっています。
- 部品の小型化・実装の高密度化で、目視では見つけにくい不良が増えた
- 検査対象が多様化し、従来の目視検査や簡易検査では取りこぼしが起きやすい
- 外観上はきれいでも電気的に不完全な「あとで出る系」の不良がある
つまり「最近、外観不良が多い気がする」と感じるとき、実際に不良率が悪化している場合もあれば、検出しづらさが増しているだけの場合もあります。
現場で傾向をつかむなら、まずは次の4点を見るのが早いです。
- 実装ズレや浮きが、同じ工程・同じ部位に偏っていないか
- はんだ量・印刷条件・リフロー条件に変動がないか
- 目視検査で拾えていない微細不良が増えていないか
- 不良の種類が「外観系」から「電気的にあとで出る系」に移っていないか
月別に不良モード別の件数を並べて、工程別・部位別・設備別にパレート図を取れば、「増えているのか、見えるようになっただけなのか」がはっきりします。
そして、この「不良が増えたように見えるタイミング」として非常に多いのが、ベアボードの調達先変更です。

海外ベアボードに切り替えた直後、なぜはんだ不良が多発するのか
「安くなるから」という理由で海外ベアボードに切り替えた直後に、濡れ不良・ブリッジ・コールドジョイント・はんだボールが増える。これは現場ではかなり典型的なパターンです。
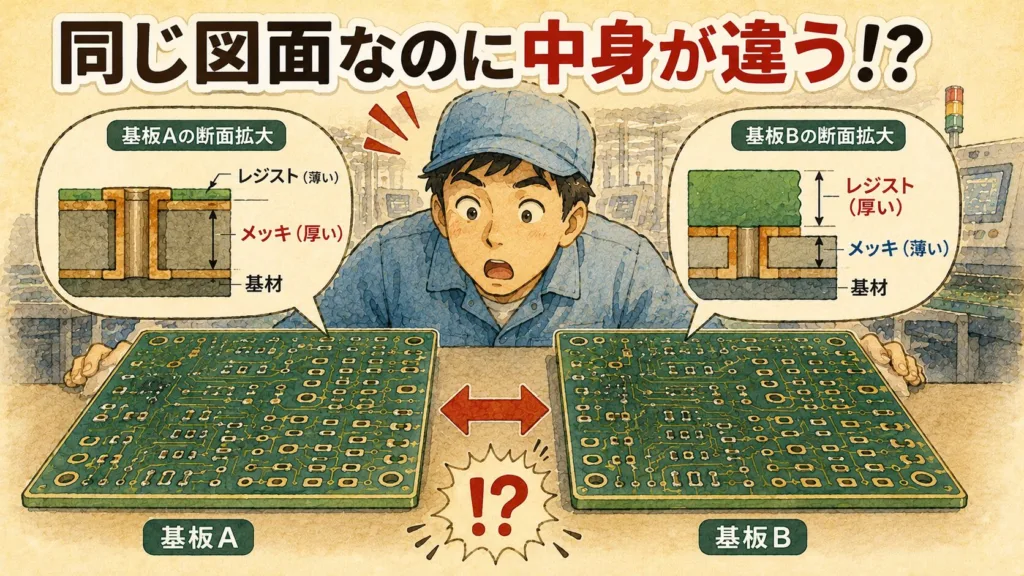
原因は「図面上は同じでも、モノとしては同じではない」から
海外品でも図面・仕様書上のスペックは同じはずです。それでも不良が出るのは、図面に表れにくい部分に差があるからです。
- 表面処理の違い:同じ「HASL」「ENIG」表記でも、仕上がり品質や膜厚のばらつきが違う
- 銅箔・ランドの酸化状態:製造からの経過時間、保管条件で濡れ性が変わる
- レジスト品質:にじみ・かすれ・密着性の差がブリッジやはんだボールに効く
- 板厚・反りのばらつき:印刷ズレや部品浮きの原因になる
- 包装・輸送・保管中の吸湿:リフロー時の不具合につながる
はんだ付け不良は、パッドやリードの酸化、フラックス条件、温度不足、加熱時間不足でも起きます。基板側の差が、既存の工程条件の許容範囲を超えた瞬間に一気に表面化するわけです。
特に効いてくるのが「メッキ厚」と「レジスト厚」の不安定さ
なかでも現場で実感しやすいのが、メッキ厚とレジスト厚のばらつきです。
メッキ厚のばらつきは、はんだの濡れ性に直結します。
- ENIGの場合、ニッケル・金の膜厚が不足すると、濡れ不良やブラックパッド(ニッケル腐食によるはんだ剥離)のリスクが上がる
- HASLの場合、はんだレベラーの厚みムラで、微細部品の印刷・搭載が安定しない
- スルーホールの銅メッキ厚が薄いと、はんだ上がり不良や、熱ストレスによる断線につながる
レジスト厚のばらつきも見逃せません。
- レジストが厚すぎると、メタルマスクと基板の間にすき間ができて、印刷にじみ・はんだボールの原因になる
- 薄い・かすれがあると、パッド間の「ダム(堤防)」の役割を果たせず、ブリッジや絶縁低下につながる
厄介なのは、これらの膜厚が規格値としては新旧同じであることが多い点です。差が出るのは規格の中央値ではなく、ロット内・ロット間のばらつき幅。だから図面や仕様書の比較では見えず、量産を流して初めて表面化します。「工程条件は何も変えていないのに、ロットによって不良率が上下する」という症状が出ているなら、まず膜厚のばらつきを疑う価値があります。
切り替え「直後」に集中する理由
もうひとつのポイントは、不良が立ち上げ直後に集中することです。
これは、既存のリフロープロファイルや印刷条件が従来品に最適化されたままだからです。見た目は同じ基板でも濡れ性に差があれば、同じ温度プロファイルでは足りない。結果、初回ロットや切り替え直後のロットで不良が多発します。
裏を返せば、「海外基板だからダメ」なのではなく、基板が変わったのに工程条件を変えていないことが問題というケースも多い、ということです。

切り替え時に現場で確認すべきチェックポイント
海外ベアボードへの切り替えが避けられないなら、せめて立ち上げ不良を最小限にする。実務上は、切り替え前のサンプル評価と工程能力確認が基本です。
切り替え前(サンプル評価段階)
- 表面処理の種類と、新旧基板の仕上がり差の確認
- メッキ厚の実測データ確認(蛍光X線膜厚計などの測定成績書を基板メーカーに要求。規格値だけでなく、ばらつきの幅を見る)
- レジスト厚・仕上がりの確認(パッド周辺のダム形成、にじみ・かすれの有無)
- 板反り・寸法公差・ランドの仕上がり確認
- 濡れ性評価(実際にはんだを流してみる)
- はんだペースト・フラックスとの適合性確認
- 断面確認(フィレット形状、はんだの上がり方、スルーホールの銅メッキ厚)
▶ 関連記事:鉛フリーはんだの種類と選び方|用途・コスト別のおすすめ
▶ 関連記事:失敗しない!クリームはんだの使い方入門【初心者向け】
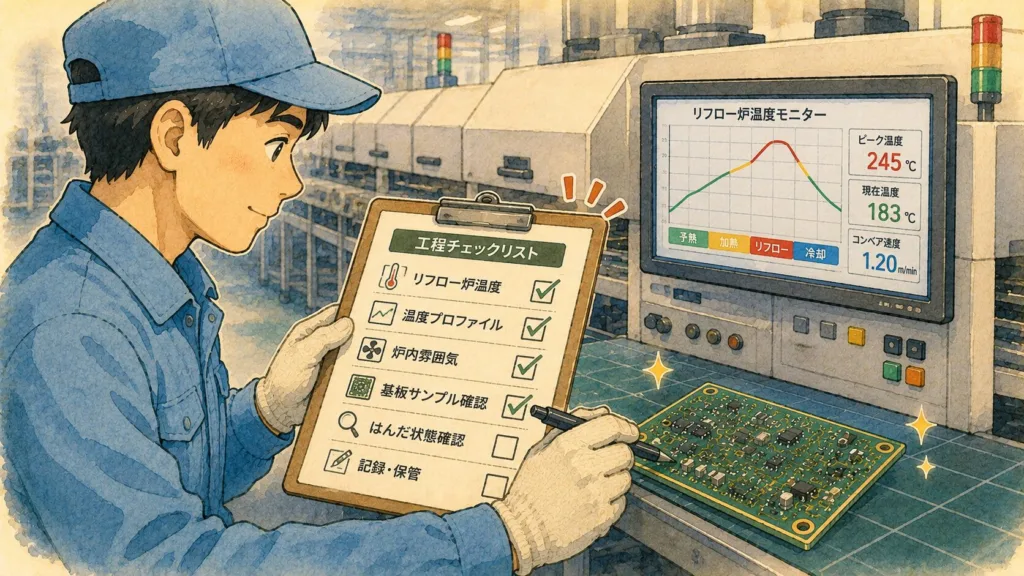
切り替え時(量産立ち上げ段階)
- リフロー温度プロファイルの再設定(予熱不足に注意)
- 印刷条件・フラックス量の見直し
- 初期ロットの重点監視(検査頻度を一時的に上げる)
- 包装・輸送・保管条件の明文化(吸湿・酸化対策)
▶ 関連記事:はんだ融点一覧表【保存版】SAC305・低温はんだ・鉛フリーの温度比較
ここまでやっても差が出ることはありますが、「切り替えたらいきなり多発」という最悪のパターンはかなり防げます。そして、この評価工数こそが後述する「見えないコスト」です。

品質データを出しても「安いから」で戻らない現実
ここからが本題です。
切替前後の不良率を比較し、データを揃えて顧客に提出する。それでも「トータルで安くなるなら」と、元の基板には戻してもらえない。現場あるあるです。
なぜ戻らないのか
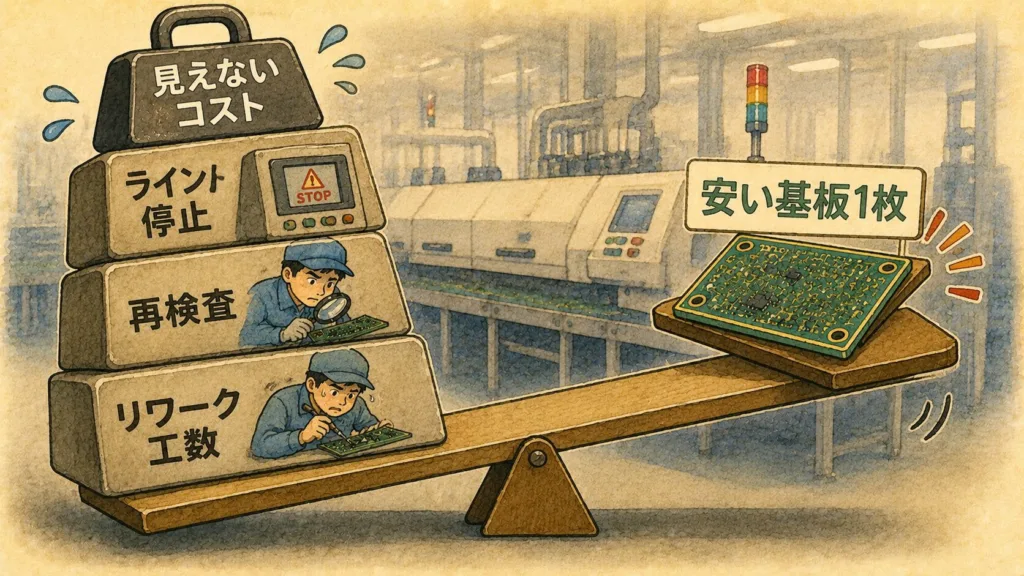
理由はシンプルで、相手は基板の単価だけを見ているからです。
- 再検査・リワークの工数
- 歩留まり低下による損失
- ライン停止・納期遅延のリスク
- 顧客クレーム対応のコスト
こうした「不良コスト」は購買側の帳簿には載りません。基板単価の差だけが数字として見えるので、短期の単価差で押し切られてしまうのです。
「品質が悪い」ではなく「金額」で示す
だからこそ、伝え方は金額換算が有効です。
「品質が悪いです」では通りません。「安い基板が、実は高くついています」を数字で見せます。説得材料として強いのは次の3点です。
- 切替前後の不良率推移(ロット別・工程別)
- 不良1点あたりの再検査・リワーク工数(時間×レートで金額化)
- 納期影響・流出リスクを含めた損失見積もり
それでも戻らないなら「条件付き採用」に落とす
完全な切り戻しを要求しても、相手が単価を優先する前提なら通りにくい。実務的には、条件付き採用に落とし込む方が現実的です。
- 初回ロットは特別採用(特採)扱いにする
- 一定期間は追加検査を必須化し、検査費用を明確にする
- 表面処理・保管条件を仕様として明文化する
- プロファイル再設定などの立ち上げ工数を別建てで見積もる
ポイントは、「戻すか・戻さないか」の二択にせず、海外基板を使い続けるならそのリスク対応コストは誰が持つのかを合意することです。
追加コストは正直に言うべきか?

ここで悩ましいのが、次機種の見積もりです。前機種で発生した追加対応の分を乗せたい。でも本音をどこまで言うべきか。
結論から言うと、事実は正直に、本音は翻訳して伝えるのがベストです。
言うべきこと
- 追加工数が発生している事実
- 品質維持に必要な費用が増えている事実
- 次機種では条件見直しが必要なこと
ぼかしてよいこと
- 「前回の損失を回収したい」という本音
- 顧客都合への不満
- 社内の感情的な事情
たとえばこんな言い方です。
「前回機種で追加対応が発生したため、次機種は立上げ費と検査費を別建てで見ています。」
安売り競争には巻き込まれない

この手の話の根っこには、価格競争があります。ここで一番大事な原則はこれです。
単価だけで勝負しない。
- 品質維持、検査、立ち上げ対応を含めた総額で見る
- 無理な値下げはしない
- 継続取引の条件を明確にする
安く受けると、あとで不良対応や手戻りで必ずしわ寄せが来ます。利益も現場負荷も悪化して、良い案件に回すはずのリソースまで食われる。

それでも無理なら、撤退も選択肢
条件交渉をしても採算が合わない。品質条件も受け入れてもらえない。そうなったら、撤退は十分ありです。
撤退を考える判断軸
次のどれかが強く当てはまるなら、続ける理由は薄いと考えていいです。
- 赤字が継続している
- 品質不良で自社の信用が落ちるリスクがある
- 現場負荷が限界を超えている
- 価格交渉の余地がない
感情ではなく、条件で決める
撤退で大事なのは、感情ではなく条件で線を引くことです。
- 「次回見積もりで採算が合わなければ終了」
- 「品質条件を受け入れてもらえないなら終了」
と先に基準を決めておけば、ずるずる続けることも、勢いで切ることもなくなります。
相手への伝え方は、
「品質安定と採算の両立が難しいため、現条件では継続が困難です」
くらいが角が立ちにくいでしょう。
無理して抱えた案件は、良い案件まで巻き込みます。撤退は逃げではなく、守るべき取引先と現場を守るための判断でもあります。
まとめ:安さの裏のコストを「見える化」できるのは現場だけ

最後に、この記事のポイントを整理します。
- 海外ベアボード切替直後のはんだ不良多発は典型パターン。原因はメッキ厚・レジスト厚・酸化状態・反り・保管条件など図面に表れない差。特に膜厚は規格値が同じでも「ばらつき幅」が違う
- 切り替え時は、サンプル評価・膜厚データ確認・濡れ性確認・プロファイル再設定・初期ロット重点監視をセットで行う
- 顧客説得は「品質が悪い」ではなく金額換算で。不良率推移・リワーク工数・損失見積もりの3点セット
- 切り戻しが無理なら条件付き採用(特採・追加検査・立上げ費の別建て)に落とす
- 値上げは事実を正直に、本音は翻訳して。安売り競争には乗らない
- 採算・品質・現場負荷が成り立たないなら、条件を決めて撤退する
基板単価の差は誰にでも見えますが、不良対応・再検査・手戻りのコストは、現場にいる人間にしか見えません。それを数字にして見せることが、現場を守る一番の武器になります。








コメント